Interpolación cilíndrica
La interpolación cilíndrica está disponible en operaciones: contorneado 2D, embolsado, embolsado 2.5D, mecanizado de pared 2.5D.
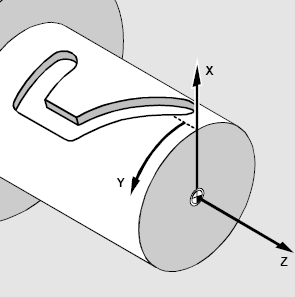
La interpolación cilíndrica da la posibilidad de fresar la superficie lateral del cilindro mediante la programación de las curvas desenrolladas. Las curvas desenrolladas están programadas en las coordenadas [X,Y,Z], pero el fresado del cilindro se realiza en las coordenadas [X,C,Z]. Así, la interpolación cilíndrica hace la transformación [X,Y,Z] => [X,C,Z].
La posibilidad de realizar el fresado de la superficie lateral del cilindro depende de la construcción de la máquina.
-
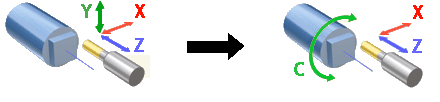
Debe existir el <Axis Rotario> (mesa rotativa, husillo de torno) que gira la pieza de trabajo.
-
El eje giratorio debe estar situado perpendicularmente al eje de rotación de la herramienta.
-
El eje de rotación de la herramienta tiene que intersecar el eje de rotación de la pieza de trabajo.
-
Debe existir el <Axis Rotario> que mueve la herramienta en el plano perpendicular al eje rotatorio.
-
Debe existir el <Axial axial> que mueve la herramienta a lo largo del eje rotatorio.
Si se realizan todas las condiciones enumeradas y la variable máquina Máquina –> Parámetros de control –> Transformaciones rotativas –> Se establece la interpolación cilíndrica, entonces el panel de transformación rotativa estará disponible en la página de transformaciones.
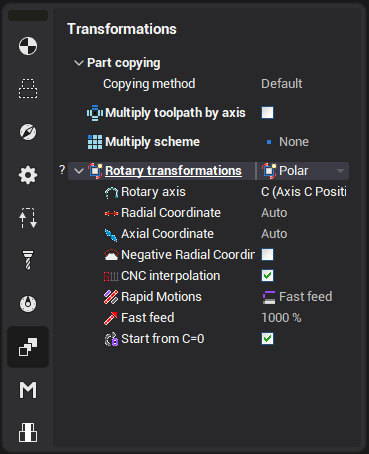
El campo <Mode> define el modo de transformación rotativa: ninguno, transformación polar o cilíndrica. La tolerancia define la desviación del camino de la herramienta transformada del ideal. Se mide en milímetros (pulgadas).
La transformación cilíndrica realiza el siguiente cálculo
![]() ,
,
donde:
- la posición del eje rotativo en grados,
Y – la posición del eje virtual no laminado que corresponde al eje rotativo,
R – el radio del cilindro.
Los campos correspondientes definen los ejes de la máquina que se toman como el eje rotativo, eje radial y etc. Los valores predeterminados para estos parámetros se definen en el esquema de la máquina.
Los controles numéricos modernos tienen la posibilidad de realizar la transformación cilíndrica. Así que la transformación descrita se realiza dentro del control, no dentro del software CAM. Para tales máquinas es mejor marcar la garrapata <Interpolación CNC>. En este caso el código G se genera en las coordenadas [X,Y,Z], y el control hace la transformación [X,Y,Z] => [X,C,Z]. El código G en la mayoría de los casos se parece a la siguiente secuencia:
-
El posicionamiento al punto de inicio que está programado en los ejes reales de la máquina.
-
Encienda el modo de interpolación cilíndrica con la especificación del radio del cilindro.
-
El movimiento a lo largo del perfil que está programado en las coordenadas [X,Y,Z]
-
Apagar el modo de interpolación cilíndrica
Los comandos correspondientes para los controles bien conocidos se muestran en la tabla de abajo.
|
Control numérico |
Orden de encender la interpolación cilíndrica |
Orden de apagar la interpolación cilíndrica |
|
FANUC, MÃ3ri Seiki, HAAS, etc. |
G07.1 (G107) |
G07.1 (G107) |
|
Sinumérico |
TRACYL |
TRAOFF |
|
Heidenhain |
Ciclo 27 |
- ¡No! - ¡No! |
Si la variable máquina Máquina –> Parámetros de control –> Transformaciones rotativas –> Interpolación cilíndrica de soporte CNC se establece entonces está disponible la garrapata de interpolación CNC. Si este parámetro está encendido entonces el código G generado con los comandos para encender/apagar la interpolación cilíndrica. De lo contrario, el código G se genera en las coordenadas [X,C,Z].
Si se selecciona <Permitir movimientos rápidos dentro del bloque de interpolación>, se activa el interruptor de interpolación al principio de la ruta de la herramienta y se apaga al final de la ruta de la herramienta. Si no se inicia la interpolación CNC antes de la alimentación de trabajo y se cierra antes del movimiento rápido de alimentación.