Interpolación polar
La interpolación cilíndrica está disponible en todas las operaciones de fresado si la máquina permite utilizarla.
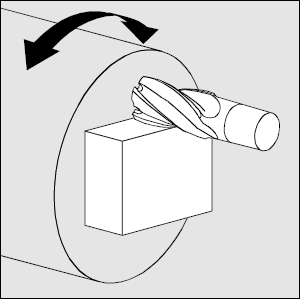
La interpolación polar cambia un eje lineal al rotativo en el proceso de fresado simple de 3 ejes. Usualmente es necesario en los tornos que tienen la herramienta del fresador de accionamiento. A veces la interpolación polar se utiliza con otro rey de máquinas. El torno ordinario tiene dos ejes lineales, generalmente sus son X y Z, y la rotación del husillo – usualmente eje C.
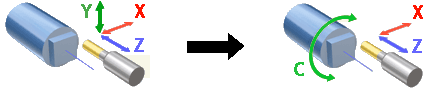
En modo simple el sistema CAM genera el código G en coordenadas [X,Y,Z]. Si la transformación polar está activa entonces el mismo código g se genera en las coordenadas [X,C,Z]. Así que la interpolación polar transforma [X,Y,Z] => [X,C,Z]
La posibilidad de utilizar la interpolación polar depende de la construcción de la máquina:
-
Debe existir el <Axis Rotario> (mesa rotativa, husillo de torno) que gira la pieza de trabajo.
-
El eje giratorio deberá situarse paralelo al eje de rotación de la herramienta.
-
Debe existir el <eje radial> que mueve la herramienta en el plano perpendicular al eje rotatorio.
-
Debe existir el <Axial axial> que mueve la herramienta a lo largo del eje rotatorio.
Si se realizan todas las condiciones enumeradas y la variable máquina Máquina –> Parámetros de control –> Transformaciones rotativas –> La interpolación polar está disponible, entonces el panel de transformación rotativa estará disponible en la página de transformaciones.
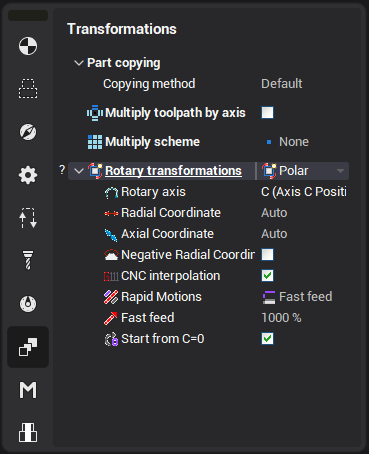
El campo <Mode> define el modo de transformación rotativa: ninguno, transformación polar o cilíndrica. La tolerancia define la desviación del camino de la herramienta transformada del ideal. Se mide en milímetros (pulgadas).
La transformación polar realiza el siguiente cálculo:
![]()
![]() ,
,
donde:
R – posición del eje radial,
A – posición del eje rotativo,
X – posición del primer eje lineal,
Y – posición del segundo eje lineal.
Los campos correspondientes definen los ejes de la máquina que se toman como el eje rotativo, eje radial y etc. Los valores predeterminados para estos parámetros se definen en el esquema de la máquina.
Los controles numéricos modernos tienen la posibilidad de realizar la transformación polar. Así que la transformación descrita se realiza dentro del control, no dentro del software CAM. En este caso el código G se genera en las coordenadas [X,Y,Z], y el control hace la transformación [X,Y,Z] => [X,C,Z]. El código G en la mayoría de los casos se parece a la siguiente secuencia:
-
El posicionamiento al punto de inicio que está programado en los ejes reales de la máquina.
-
Encienda el modo de interpolación polar con la especificación del radio del cilindro.
-
El movimiento a lo largo del perfil que está programado en las coordenadas [X,Y,Z].
-
Apaga el modo de interpolación polar.
Los comandos correspondientes para los controles bien conocidos se muestran en la tabla de abajo.
|
Control numérico |
Orden de encender la interpolación polar |
Orden de apagar la interpolación polar |
|
FANUC, MÃ3ri Seiki, HAAS, etc. |
G112 |
G113 |
|
Sinumérico |
TRANSMITIR |
TRAOFF |
|
Heidenhain |
- ¡No! - ¡No! |
- ¡No! - ¡No! |
Si la variable máquina Máquina –> Parámetros de control –> Transformaciones rotativas –> Interpolación polar de soporte CNC está configurada, entonces está disponible la garrapata de interpolación CNC. Si este parámetro está encendido, entonces el código G generado con los comandos para activar/apagar la interpolación polar. De lo contrario, el código G se genera en las coordenadas [X,C,Z].