Compensación de herramientas en operaciones de fresador
La compensación de radio de herramienta es una característica de los controles CNC que permite la programación de una pieza especificando el contorno de la pieza, el radio de la herramienta y el lado del mecanizado en lugar de la trayectoria del centro de la herramienta. La trayectoria del centro de la herramienta se calcula por el propio control CNC basado en los datos dados.
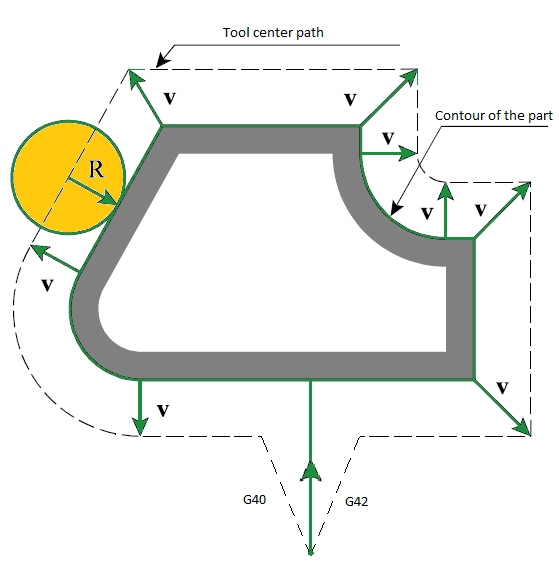
Para calcular correctamente la trayectoria del centro de herramientas CNC necesita saber la dirección en la que mover la herramienta para cada marco de la trayectoria. Hay comandos especiales que establecen la dirección de corrección en el programa NC. Generalmente este comando G41 - la corrección a la izquierda de la ruta programada y G42 - la corrección a la derecha en la ruta programada. Para desactivar la corrección se utiliza el comando G40. El valor de corrección se suele almacenar en una tabla de correctores de herramientas en CNC.
Sin embargo, el uso de la corrección de radio impone algunas restricciones a la geometría del contorno, programada en el código NC. Si el contorno tiene elementos defectuosos como un arco cuyo radio es menor que el valor de la corrección, o marcos cuya longitud es considerablemente menor que el valor de la corrección, el CNC no siempre puede construir la trayectoria correcta del centro de la herramienta. Como resultado, la trayectoria puede contener bucles, lo que generalmente conduce a sobrecorte. También debe prestar especial atención a los elementos de la trayectoria, donde la corrección está activada y apagada. En estas áreas, el movimiento de la herramienta puede diferir significativamente de la preprogramada, ya que en una parte de la corrección se apaga y la otra - está activada. Para evitar sobrecorte en estos lugares suele añadirse una sección especial - cortes del interruptor de compensación.
CAM-sistema puede generar una trayectoria con corrección de radio de la herramienta. En el " Plomo In/Lead Out " página es un panel donde se puede permitir el uso de la corrección, así como para seleccionar los tipos de interruptor de compensación líneas.
Hay 5 tipos diferentes de corrección:
-
<Computer>. En este caso, el propio sistema CAM calcula la trayectoria con el tamaño de la herramienta seleccionada. En el programa se genera una trayectoria para el centro de la herramienta. No aparece el encendido de la corrección y de los comandos. Esto no permite que el operador afecte a la corrección en el momento del mecanizado. Sin embargo, el sistema CAM al calcular el camino de la herramienta puede manejar correctamente los casos defectuosos y eliminar los bucles. Eso garantiza en gran medida la precisión de la trayectoria y la ausencia de guges. Este tipo se instala por defecto.
-
<NC control>. En este caso, el cálculo de la trayectoria se realiza sin tener en cuenta el radio de la herramienta. En el programa NC se muestra un contorno de la pieza, así como los comandos de compensación de encendido y apagado del signo apropiado. Esto permite al operador ajustar la trayectoria, teniendo en cuenta el radio de la herramienta realmente utilizado en el tiempo de mecanizado. En el modo de simulación para simular el comportamiento de CNC utiliza el valor de corrección es igual al radio de la herramienta.
-
<Wear>. El cálculo se realiza teniendo en cuenta el tamaño de la herramienta, como con las opciones <computer>. Pero en el programa NC también aparecerán los comandos de compensación. La corrección se dirige hacia la pieza. Esto permite al operador compensar el desgaste de la herramienta, estableciendo el valor de corrección como la diferencia entre el radio de la herramienta fuente y el radio de la herramienta realmente utilizado. En el modo de simulación para emular el comportamiento del CNC se utiliza el valor de corrección cero.
-
<Uso reverso>. Del mismo modo <Uso> tipo, pero el signo de la corrección es opuesto (dirigido desde la parte).
Opciones de simulación de compensación por radio
El sistema CAM puede calcular, ver y simular el movimiento de la herramienta utilizando la compensación del radio de la herramienta. Cuando se utiliza la compensación, hay comandos para encender y apagar la compensación incluidos en la CLData. Estos son generalmente <G41>, <G42>, <G40> códigos con un número de compensación. El sistema CAM dibujará la trayectoria del movimiento de la herramienta y puede simular el mecanizado con la compensación del radio de la herramienta muy similar a cómo sucederá en la máquina.
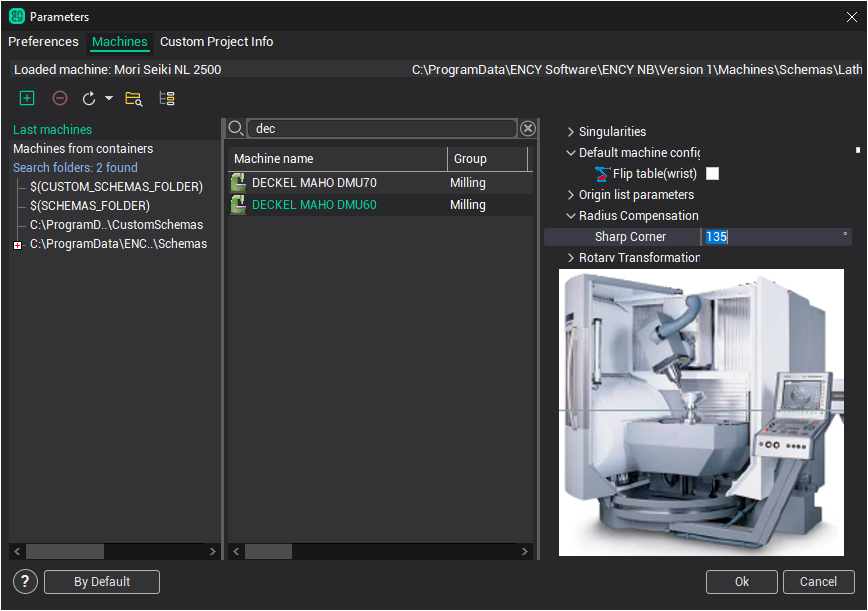
Diferentes máquinas NC pueden utilizar diferentes métodos para aplicar / cancelar compensación. El sistema CAM tiene varias opciones que se pueden utilizar para 'tunar' compensación de radio de la herramienta del sistema CAM para que coincida con los utilizados por el control de la máquina. Estas opciones están disponibles en la ventana <Machine: ... Parámetros > en la pestaña <Machines>. Hay un nodo llamado <Parámetros de control> –> <Compensación de Radius> un editor de propiedades, las propiedades se utilizan para afinar la simulación del sistema CAM de compensación de radio.
Use estas propiedades:
-
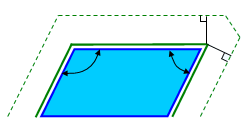
<Sharp corner> – este valor define el método de redondear una esquina. Si el ángulo entre los movimientos es mayor que este valor entonces el movimiento se extenderá para intersecarse. De lo contrario, si el ángulo es menor, entonces cada movimiento se extenderá por el valor de la compensación de radio y conectado por un movimiento lineal. En el dibujo de abajo se muestra un ejemplo donde la esquina "izquierda" es mayor que el valor de la esquina afilada, pero el de la "derecha" es menor.
Referencia relacionada:
Las mociones de la Convención sobre los Derechos del Niño se activan y desactivan