Perforación con ciclo de eliminación de chips (G83, W5DChipRemoving(483))
Perforación con ciclo de eliminación de chips realiza movimiento de la herramienta al centro del agujero en el nivel <Z retorno> y taladro cíclico consiguiente con retracción de la herramienta al nivel <Z seguro>.
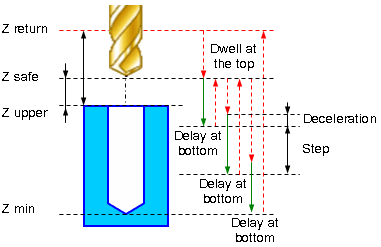
El ciclo consta de:
Rápida aproximación al centro del agujero en el nivel <Z de retorno>.
Viaje rápido al nivel <Z safe> .
Trabajo movimiento de la velocidad de alimentación a la <Profundidad de paso S>.
Estancia para la hora <Delay en la parte inferior> .
Retorno rápido al nivel <Z seguro>.
Vivienda para el tiempo <Dwell en la parte superior> .
Movimiento rápido al nivel de profundidad anterior, con una <Deceleración (Dcl)>.
Feedrate de trabajo a la <Deceleración (Dcl)> con <Paso (S)>.
Permanecer en la hora <Dwell en la parte inferior> .
Repita las cinco iteraciones anteriores hasta alcanzar la profundidad completa del agujero.
Herramienta rápida volver al nivel <Z retract>.
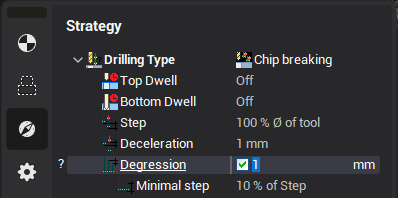
El panel de parámetros de ruptura de chips define el paso y la desaceleración. El <Paso> se puede especificar de diferentes maneras:
<Distancia>. El paso es igual al valor de entrada.
<Count>. El valor define la cantidad de picos de la herramienta. El paso se calcula como la profundidad del agujero dividida en el recuento de picos.
<Porcentaje>. El paso se especifica en el porcentaje del diámetro de la herramienta.
Si se marca la <Degresión>, la profundidad de cada pico se reduce en el valor definido, de lo contrario el paso es constante. La reducción de paso ocurre hasta que su valor no es menor que <Paso mínimo>. El paso mínimo es un porcentaje del valor del primer paso.
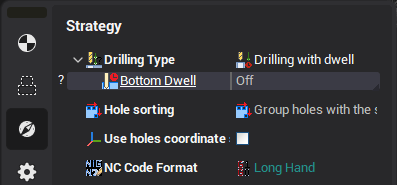
El tiempo de retardo se define en el panel <Dwell> en el campo <Bottom habit>. El tiempo se puede especificar en segundos o en los números de las revoluciones de la herramienta. En el último caso el tiempo se calcula automáticamente utilizando la herramienta definida RPM. El retardo está ausente si el morado inferior está apagado.
Véase también:
Funcionamiento del mecanizado del agujero
Las formas de mecanizado de los agujeros