Funcionamiento del mecanizado del agujero
Área de aplicación:
Las operaciones de mecanizado de orificios están diseñadas para taladrar, centrar, perforar, contrapinchar, roscar, fresar y embolsar agujeros. Puede mecanizar agujeros que no estén en el mismo plano y que no estén en planos ortogonales. La operación se puede utilizar tanto para el mecanizado de agujeros en un modelo, como para la perforación previa de los puntos de inmersión de la herramienta para el embolsado y las operaciones.
Configuración:
Los Configuración se utiliza para configurar los parámetros primarios del proyecto. Esto puede implicar el posicionamiento de la pieza en el equipo, el sistema de coordenadas de la pieza, y más. Ver más
Asignación de trabajo:
Centro. Crear agujero por punto central.
Crea. Crear agujero por entrada de coordenadas. Ver más
Reconocer. Reconocer automáticamente los agujeros en la parte. Ver más
Patrón. Crear matriz de agujeros por patrón. Ver más
Propiedades. Muestra las propiedades de un elemento. También puede llamar a este menú haciendo doble clic en un elemento de la lista. Ver más
Ordenando. Ordenar usando algunos parámetros para ordenar la lista de agujeros. Ver más
Suprímase. Elimina un elemento de la lista.
Estrategia:
Tipo de perforación.
Este grupo define los parámetros básicos de varios tipos de procesamiento de agujeros.
Tipo de perforación:
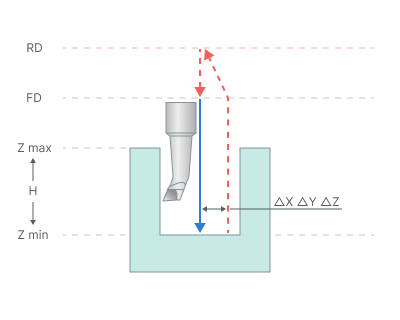
Sencilla perforación. El ciclo de perforación perfora agujeros con una aproximación rápida al nivel seguro y retrae rápidamente el nivel seguro del plano.
.png)
El ciclo consta de:
Rápido movimiento de la herramienta al centro del agujero en el Distancia rápida(RD) nivel, que se encuentra en la pestaña Enlaces.
Rápido descender a la Distancia de alimentación (FD) nivel, que se encuentra en la pestaña Enlaces.
Trabajo movimiento de la velocidad de alimentación al nivel de Z min, que se encuentra en la ficha Asignación de puestos de trabajo en la ventana Propiedades agujero. En valores absolutos. Si desea utilizar valores relativos use el parámetro H = Zmax - Zmin.
Volver a la herramienta Distancia rápida(RD) nivel en la alimentación rápida.
Perforando con morar. Perfora los agujeros del ciclo de perforación con aproximación rápida al nivel seguro, mora en el nivel inferior del agujero y retrae rápidamente el nivel plano seguro
.png)
El ciclo consta de:
Rápido movimiento de la herramienta al centro del agujero en el Distancia rápida(RD) nivel, que se encuentra en la pestaña Enlaces.
Rápido descender a la Distancia de alimentación (FD) nivel, que se encuentra en la pestaña Enlaces.
Trabajo movimiento de la velocidad de alimentación al nivel de Z min, que se encuentra en la ficha Asignación de puestos de trabajo en la ventana Propiedades agujero. En valores absolutos. Si desea utilizar valores relativos use el parámetro H = Zmax - Zmin.
Vivienda inferior (DWB) en el nivel de Z min.
Volver a la herramienta Distancia rápida(RD) nivel en la alimentación rápida.
Quitando chips. Perforación con el ciclo de eliminación de chip realiza el movimiento de la herramienta al centro del agujero en el Distancia rápida(RD) nivel y consiguiente taladro cíclico con retracción de la herramienta a la Distancia de alimentación (FD) nivel.
.png)
El ciclo consta de:
Rápido movimiento de la herramienta al centro del agujero en el Distancia rápida(RD) nivel, que se encuentra en la pestaña Enlaces.
Rápido descender a la Distancia de alimentación (FD) nivel, que se encuentra en la pestaña Enlaces.
El movimiento de la velocidad de alimentación de trabajo a la Paso (S).
Vivienda inferior (DWB) a este nivel.
Retorno rápido a Distancia de alimentación (FD) nivel.
Vivienda para el Top Dwell (DWT) Tiempo.
Movimiento rápido al nivel de profundidad anterior, con un Deceleración (Dcl).
Feedrate de trabajo a la Deceleración (Dcl) con Paso (S).
Vivienda para el Top Dwell (DWT) Tiempo.
Repita las cinco iteraciones anteriores hasta alcanzar la profundidad completa del agujero.
Volver a la herramienta Distancia rápida(RD) nivel en la alimentación rápida.
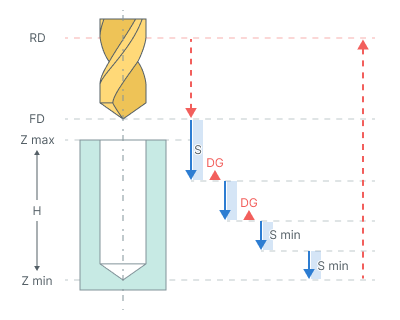
Se rompió el chip. Perforación con el ciclo de rotura de chip realiza aproximación de la herramienta al centro del agujero en el Distancia rápida(RD). Cuando la perforación cíclica se realiza con la retracción de la herramienta para romper el chip.
.png)
El ciclo consta de:
Rápido movimiento de la herramienta al centro del agujero en el Distancia rápida(RD) nivel, que se encuentra en la pestaña Enlaces.
Rápido descender a la Distancia de alimentación (FD) nivel, que se encuentra en la pestaña Enlaces.
El movimiento de la velocidad de alimentación de trabajo a la Paso (S).
Vivienda inferior (DWB) a este nivel.
Retracción rápida de la herramienta para el Saldo final (Ld).
Vivienda para el Top Dwell (DWT) a la hora de abajo.
Movimiento rápido al nivel de profundidad anterior, con un Deceleración (Dcl).
Feedrate de trabajo a la Deceleración (Dcl) con Paso (S).
Vivienda inferior (DWB) a este nivel.
Repita las cinco iteraciones anteriores hasta alcanzar la profundidad completa del agujero.
Volver a la herramienta Distancia rápida(RD) nivel en la alimentación rápida.
Tapping. El ciclo de tapping realiza un acercamiento rápido a la Distancia rápida(RD) nivel, roscado con posterior retracción en la velocidad de alimentación del trabajo con rotación inversa del husillo.
.png)
El ciclo de perforación <G84> consta de los siguientes pasos:
Rápido movimiento de la herramienta al centro del agujero en el Distancia rápida(RD) nivel, que se encuentra en la pestaña Enlaces.
Rápido descender a la Distancia de alimentación (FD) nivel, que se encuentra en la pestaña Enlaces.
El movimiento de la velocidad de alimentación de trabajo a la Z min nivel con M3(M4) y luego Reverso de husillo M4(M3).
Volver a la herramienta Distancia rápida(RD) nivel en la alimentación rápida.
Restaurar dirección y velocidad de rotación del husillo.
Bore 5. El ciclo de aburrimiento realiza aproximación de la herramienta al centro del agujero, perforación del agujero con parada al nivel mínimo y retráctil de la alimentación del trabajo a la Distancia rápida(RD) nivel.
.png)
El ciclo consta de:
Rápido movimiento de la herramienta al centro del agujero en el Distancia rápida(RD) nivel, que se encuentra en la pestaña Enlaces.
Rápido descender a la Distancia de alimentación (FD) nivel, que se encuentra en la pestaña Enlaces.
Trabajo movimiento de la velocidad de alimentación al nivel de Z min, que se encuentra en la ficha Asignación de puestos de trabajo en la ventana Propiedades agujero. En valores absolutos. Si desea utilizar valores relativos use el parámetro H = Zmax - Zmin.
Parada de husillo (M5).
Volver a la herramienta Distancia rápida(RD) nivel en la alimentación rápida.
Restaurar la dirección y velocidad de rotación del husillo.
Bore 6. Ciclo de aburrimiento realiza aproximación de la herramienta al centro del agujero, agujero de perforación con parada en el nivel mínimo y rápido retraer a la Distancia rápida(RD) nivel.
El ciclo consta de:
Rápido movimiento de la herramienta al centro del agujero en el Distancia rápida(RD) nivel, que se encuentra en la pestaña Enlaces.
Rápido descender a la Distancia de alimentación (FD) nivel, que se encuentra en la pestaña Enlaces.
Trabajo movimiento de la velocidad de alimentación al nivel de Z min, que se encuentra en la ficha Asignación de puestos de trabajo en la ventana Propiedades agujero. En valores absolutos. Si desea utilizar valores relativos use el parámetro H = Zmax - Zmin.
Parada de husillo (M5). Si Retráctil orientado a la herramienta casilla de verificación activada, entonces husillo se detiene con el ángulo fijo de orientación y luego la herramienta se desplaza ligeramente de lado de acuerdo con un desplazamiento dado.
Volver a la herramienta Distancia rápida(RD) nivel en la alimentación rápida.
Restaurar la dirección y velocidad de rotación del husillo.
Bore 7. Ciclo de aburrimiento realiza aproximación de la herramienta al centro del agujero, perforación del agujero con parada en el nivel mínimo y retracta manual a la Distancia rápida(RD) nivel.
.png)
El ciclo consta de:
Rápido movimiento de la herramienta al centro del agujero en el Distancia rápida(RD) nivel, que se encuentra en la pestaña Enlaces.
Rápido descender a la Distancia de alimentación (FD) nivel, que se encuentra en la pestaña Enlaces.
Trabajo movimiento de la velocidad de alimentación al nivel de Z min, que se encuentra en la ficha Asignación de puestos de trabajo en la ventana Propiedades agujero. En valores absolutos. Si desea utilizar valores relativos use el parámetro H = Zmax - Zmin.
Parada de husillo (M5). Si Retráctil orientado a la herramienta casilla de verificación activada, entonces husillo se detiene con el ángulo fijo de orientación y luego la herramienta se desplaza ligeramente de lado de acuerdo con un desplazamiento dado.
En el fondo de la fosa, ordene M1 se llama - espere a que el operador. El operador puede quitar el taladro manualmente.
Volver a la herramienta Distancia rápida(RD) nivel en la alimentación rápida.
Restaurar la dirección y velocidad de rotación del husillo.
Bore 8. La perforación tipo ciclo perfora agujeros con aproximación rápida al nivel seguro, mora en el nivel inferior del agujero, parada del husillo y retractamiento manual al nivel plano seguro.
.png)
El ciclo consta de:
Rápido movimiento de la herramienta al centro del agujero en el Distancia rápida(RD) nivel, que se encuentra en la pestaña Enlaces.
Rápido descender a la Distancia de alimentación (FD) nivel, que se encuentra en la pestaña Enlaces.
Trabajo movimiento de la velocidad de alimentación al nivel de Z min, que se encuentra en la ficha Asignación de puestos de trabajo en la ventana Propiedades agujero. En valores absolutos. Si desea utilizar valores relativos use el parámetro H = Zmax - Zmin.
Vivienda inferior (DWB) en el nivel de Z min.
Parada de husillo (M5).
En el fondo de la fosa, ordene M1 se llama - espere a que el operador. El operador puede quitar el taladro manualmente.
Volver a la herramienta Distancia rápida(RD) nivel en la alimentación rápida.
Restaurar la dirección y velocidad de rotación del husillo.
Bore 9. El tipo de ciclo aburrido perfora agujeros con una aproximación rápida al nivel seguro, mora en el nivel inferior del agujero, parada del huso y retractamiento manual al nivel plano seguro.
.png)
El ciclo consta de:
Rápido movimiento de la herramienta al centro del agujero en el Distancia rápida(RD) nivel, que se encuentra en la pestaña Enlaces.
Rápido descender a la Distancia de alimentación (FD) nivel, que se encuentra en la pestaña Enlaces.
Trabajo movimiento de la velocidad de alimentación al nivel de Z min, que se encuentra en la ficha Asignación de puestos de trabajo en la ventana Propiedades agujero. En valores absolutos. Si desea utilizar valores relativos use el parámetro H = Zmax - Zmin.
Vivienda inferior (DWB) en el nivel de Z min.
Volver a la herramienta Distancia de alimentación (FD) nivel en la alimentación de trabajo.
Volver a la herramienta Distancia rápida(RD) nivel en la alimentación rápida.
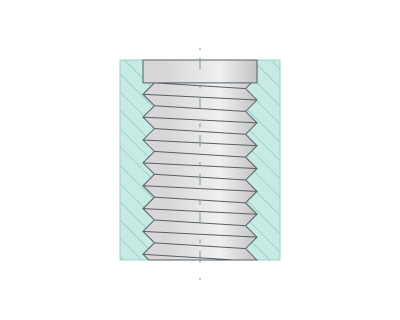
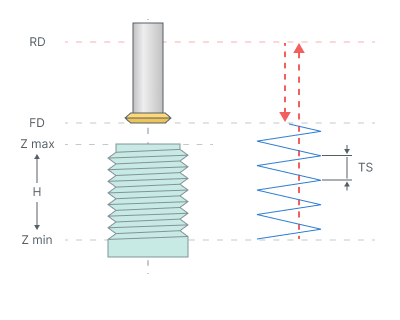
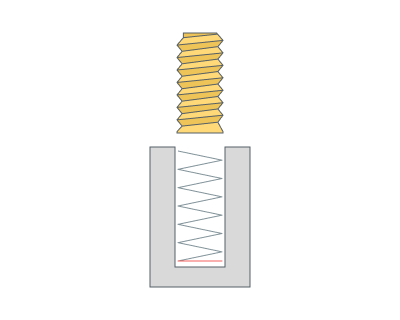
Por espiral (molienda de hilos). El ciclo de fresado del hilo se utiliza para el roscado externo o interno o para el agujero de la máquina por una hélice. El mecanizado de la espiral se utiliza entonces diámetro del agujero es mayor que el diámetro de la herramienta. La herramienta gira alrededor del eje del agujero y viaja simultáneamente a lo largo del eje. diámetro de la espiral se elige de acuerdo con el agujero y las dimensiones de la herramienta.
.png)
El ciclo consta de:
Rápido movimiento de la herramienta al centro del agujero en el Distancia rápida(RD) nivel, que se encuentra en la pestaña Enlaces.
Rápido descender a la Distancia de alimentación (FD) nivel, que se encuentra en la pestaña Enlaces.
Viaje de la tasa de alimentación de trabajo a la espiral de inicio con Paso del hilo (TS).
El movimiento de la velocidad de alimentación de trabajo a la Z min nivel, que se encuentra en la pestaña Asignación de puestos de trabajo en la ventana Propiedades agujero. En valores absolutos. Si desea utilizar valores relativos utilice el parámetro H = Zmax - Zmin.
Regresa al centro del hoyo.
Volver a la herramienta Distancia de alimentación (FD) nivel en la alimentación de trabajo.
Viaje rápido a la Distancia rápida(RD) nivel.
Bolsillo de agujero. El ciclo se utiliza para mecanizar agujeros cuyo diámetro es mayor que el diámetro de la herramienta. El embolsado se realiza por capas. La herramienta corta a lo largo de una espiral a cada capa y luego expande el agujero al diámetro deseado moviéndose a lo largo de la espiral de Arquímedes con paso de acabado a lo largo del círculo. La espiral de Arquímedes se aproxima por los arcos de círculo.
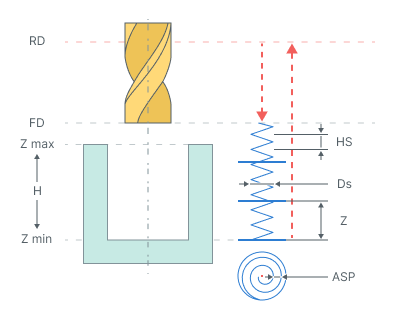
El ciclo consta de:
Rápido movimiento de la herramienta al centro del agujero en el Distancia rápida(RD) nivel, que se encuentra en la pestaña Enlaces.
Rápido descender a la Distancia de alimentación (FD) nivel, que se encuentra en la pestaña Enlaces.
Corte en espiral de la velocidad de alimentación de trabajo a la Profundidad del corte (Z). Diámetro helicoidal (Ds) se especifica en los porcentajes del diámetro de la herramienta. Paso helicoidal (HS) es definido por el Ángulo de la rampa a, mm (Hi) o el conteo del paso de la herramienta.
Arquímedes espiral con Paso espiral (ASP) movimiento a ese nivel hasta que el eje de la herramienta haya alcanzado el círculo con diámetro igual al diámetro del agujero reducido por el diámetro de la herramienta.
Terminar paso a lo largo especificado arriba círculo sin cambio de nivel.
Repita los tres pasos anteriores hasta que la profundidad deseada del agujero sea mecanizada con desplazamiento al siguiente punto de corte sin cambio de nivel.
Regresa al centro del hoyo.
Volver a la herramienta Distancia de alimentación (FD) nivel en la alimentación rápida.
Viaje rápido a la Distancia rápida(RD) nivel.
Tapping con la eliminación de chips.
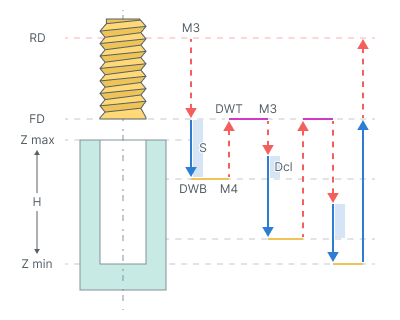
El ciclo consta de:
Rápido movimiento de la herramienta al centro del agujero en el Distancia rápida(RD) nivel, que se encuentra en la pestaña Enlaces.
Rápido descender a la Distancia de alimentación (FD) nivel, que se encuentra en la pestaña Enlaces.
El movimiento de la velocidad de alimentación de trabajo a la Paso (S).
Restaurar la dirección y velocidad de rotación del husillo (M4)
Vivienda inferior (DWB) a este nivel.
Retorno rápido a Distancia de alimentación (FD) nivel.
Vivienda para el Top Dwell (DWT) Tiempo.
Restaurar la dirección y velocidad de rotación del husillo (M3)
Movimiento rápido al nivel de profundidad anterior, con un Deceleración (Dcl).
Feedrate de trabajo a la Deceleración (Dcl) con Paso (S).
Restaurar dirección y velocidad de rotación del husillo (M4).
Vivienda inferior (DWB) a este nivel.
Repita las siete iteraciones anteriores hasta alcanzar la profundidad completa del agujero.
Volver a la herramienta Distancia de alimentación (FD) nivel en la alimentación de trabajo.
Volver a la herramienta Distancia rápida(RD) nivel en la alimentación rápida.
Tapping con la ruptura de chip.
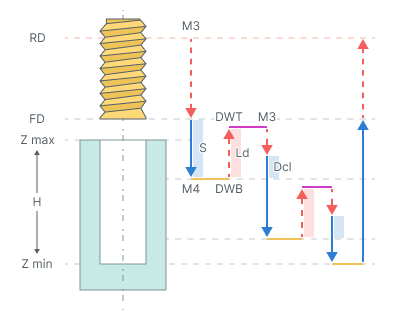
El ciclo consta de:
Rápido movimiento de la herramienta al centro del agujero en el Distancia rápida(RD) nivel, que se encuentra en la pestaña Enlaces.
Rápido descender a la Distancia de alimentación (FD) nivel, que se encuentra en la pestaña Enlaces.
El movimiento de la velocidad de alimentación de trabajo a la Paso (S).
Restaurar la dirección y velocidad de rotación del husillo (M4)
Vivienda inferior (DWB) a este nivel.
Retracción rápida de la herramienta para el Lead-out (Ld).
Vivienda para el Top Dwell (DWT) Tiempo.
Restaurar la dirección y velocidad de rotación del husillo (M3)
Movimiento rápido al nivel de profundidad anterior, con un Deceleración (Dcl).
Feedrate de trabajo a la Deceleración (Dcl) con Paso (S).
Restaurar dirección y velocidad de rotación del husillo (M4).
Vivienda inferior (DWB) a este nivel.
Repita las siete iteraciones anteriores hasta alcanzar la profundidad completa del agujero.
Volver a la herramienta Distancia de alimentación (FD) nivel en la alimentación de trabajo.
Volver a la herramienta Distancia rápida(RD) nivel en la alimentación rápida.
Aburrirse. Para esta operación se recomienda utilizar la Parámetro de retractamiento orientado a la herramienta.
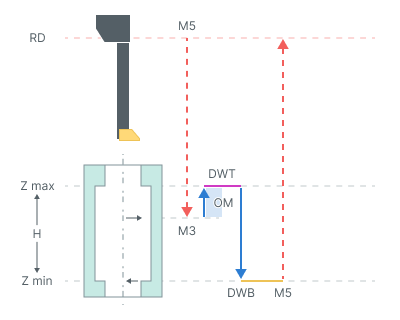
El ciclo consta de:
Movimiento rápido de la herramienta en el Distancia rápida(RD) nivel, que se encuentra en la pestaña Enlaces.
Rápido movimiento de la herramienta a la Zmax - Longitud de movimiento opuesto (OM).
En la rotación del gasto (M3)
El movimiento de la velocidad de alimentación de trabajo a la Zmax + Longitud de movimiento opuesto (OM).
Vivienda para el Top Dwell (DWT) Tiempo.
El movimiento de la velocidad de alimentación de trabajo a la Z min nivel, que se encuentra en la pestaña Asignación de puestos de trabajo en la ventana Propiedades agujero. En valores absolutos. Si desea utilizar valores relativos utilice el parámetro H = Zmax - Zmin.
Vivienda inferior (DWB) a este nivel.
Parada de husillo (M5).
Volver a la herramienta Distancia rápida(RD) nivel en la alimentación rápida.
A continuación se presentan los parámetros que pueden diferir del tipo de verificación
Top Dwell (DWT). Define el retraso en el nivel superior del agujero .(Ver tipo de perforación sugerencia).
Vivienda inferior (DWB). Define el retraso en el nivel inferior del agujero. (Ver tipo de perforación sugerencia).
Paso (S). En la perforación de agujeros profundos se refiere a la distancia o incremento entre los pasos sucesivos de la broca al perforar agujeros profundos (Ver tipo de perforación sugerencia).
Deceleración (Dcl). Este valor es necesario para el movimiento de ralentí al nivel de profundidad anterior. La herramienta no alcanza el corte previo a una distancia introducida en este valor. Una vez que la herramienta alcanza el valor especificado, el movimiento se producirá durante la carrera de trabajo hasta el siguiente nivel (Ver tipo de perforación sugerencia).
Lead-out (Ld). Valor de retracción del paso de corte anterior (Ver tipo de perforación sugerencia).
Paso helicoidal. Define el paso de la hélice de inmersión (Ver tipo de perforación sugerencia).
Diámetro helicoidal (Ds). Determina el diámetro de la hélice de la inmersión (Ver tipo de perforación sugerencia).
Paso de espiral (S). Espiral de Arquímedes con paso espiral (ASP)) movimiento a ese nivel hasta que el eje de la herramienta haya alcanzado el círculo con diámetro igual al diámetro del agujero reducido por el diámetro de la herramienta (Ver tipo de perforación sugerencia).
Profundidad del corte (Z). Define la distancia entre las capas horizontales para (ASP)) (Ver tipo de perforación sugerencia).
Longitud de movimiento opuesto (OM) Longitud del movimiento de trabajo (Ver tipo de perforación sugerencia).
Paso del hilo de discusión (TS) Define el paso de espiral para el mecanizado del agujero de espiral o el paso de rosca en el caso de la fresado del hilo (Ver tipo de perforación sugerencia).
Degresión (DG). Si está habilitado: la profundidad de cada pico se reduce en el valor definido. La reducción escalonada se produce hasta que su valor no sea menor que Paso mínimo. Los pasos siguientes serán iguales a los pasos mínimos.
Si está desactivada: el paso es constante. El paso final se ejecuta para cubrir la profundidad restante del agujero.
Paso mínimo (Smin). El paso mínimo es un porcentaje del valor del primer paso.
Pista de discusión. Define el paso en milímetros o pulgadas. Depende de las unidades de medida actuales.
Posición del husillo (Posición angular inicial). Utilizado para los hilos multistart y define el inicio Posición del husillo En grados.
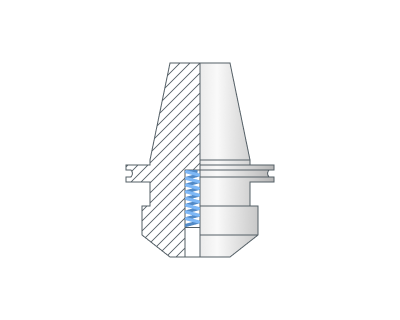
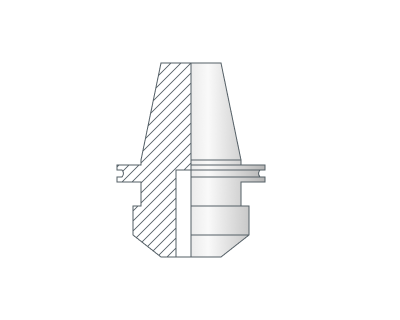
Tipo de socket. Los controles numéricos en el mecanizado a menudo ofrecen varios ciclos adaptados a diferentes tipos de enchufe, que se pueden clasificar como cualquiera de los dos "flotando" o "fijo. "
Flotando.
Arreglado.
Herramienta orientada retraer. Las opciones en el panel retráctil orientado permiten la retracción sin contacto con la herramienta con la superficie mecanizada en la salida. Para ello, después de que la profundidad final del agujero se alcanza el husillo se detiene con un ángulo estrictamente definido y un ligero desplazamiento hacia el lado. A continuación, la herramienta vuelve al nivel superior con un husillo estacionario.
Ángulo de orientación del husillo. Define la posición inicial de Spindle en grados.
ΔX, ΔY, ΔZ - Desplazamiento desde el centro del agujero (Ver Retráctil orientado a la herramienta pista).
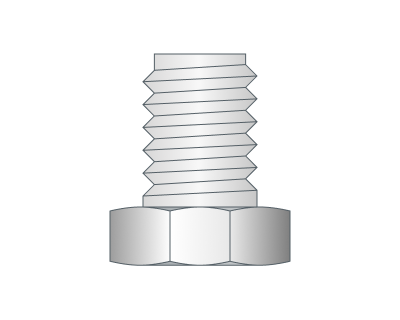
Tipo de hilo. El parámetro especifica si el roscado es Externa(OD) o Interno (ID).
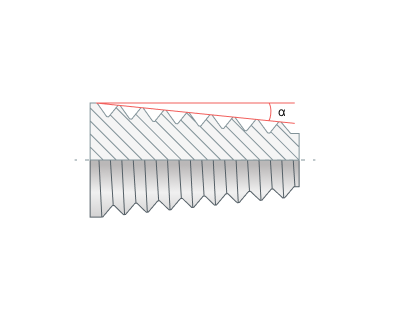
Ángulo de cónico. Necesario para cortar hilos cónicos. A través del parámetro se puede establecer el Ángulo de cónico.
Modo de compensación. Similar a la Producto grupo en Contorneado 2D. Ver más
Dirección del hilo de discusión (Dirección espiral). El tipo de hilo, derecho o izquierdo, está determinado por el Dirección del hilo. También puede determinar la dirección de la molienda hacia adelante o hacia atrás.
Convencional . Uso para el bolsillo de agujeros. El grupo de parámetros funciona de manera similar a la Operación de desbaste de la línea de agua - Tipo de fresado. Ver más
Sube. Uso para el bolsillo de agujeros. El grupo de parámetros funciona de manera similar a la Operación de desbaste de la línea de agua - Tipo de fresado. Ver más
CW (Derecha). La espiral está torcida a la derecha. La herramienta gira en sentido de las agujas del reloj si se observa desde arriba. Uso para fresado de hilo.
_(1).png)
CWW (izquierda). La espiral se retorce a la izquierda. La herramienta gira en sentido contrario a las agujas del reloj si se observa desde arriba. Uso para fresado de hilo.
_(1).png)
Conteo de hilos redondos hasta el número entero (Redondear a entero) Trate de redondear a un número menor o mayor de revoluciones.
.png)
.png)
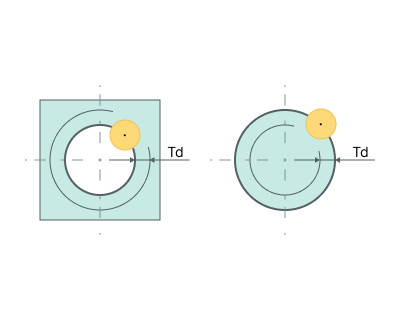
Profundidad del hilo (Td). Define la distancia entre los diámetros interior y exterior del hilo. En todos los casos (hilos interior y exterior) el diámetro que se define en la asignación de trabajo define el diámetro exterior (maxiaml) del hilo. El diámetro interior del hilo se calcula como la diferencia entre el diámetro exterior y la <*<profundidad THREAD>*>.
Empieza a contar. El número de hilos comienza.
El camino del fresador del hilo. El parámetro se utiliza para definir el tipo toolpath de acuerdo con el tipo de herramienta utilizado. Puede ser uno de los siguientes: Continuo o División axial.
Continua. Este tipo de camino de herramientas se utiliza para la herramienta de un solo cortador, que forma una sola vuelta de hilo con cada vuelta de la espiral. Geométricamente la trayectoria es una espiral continua con Paso del hilo (TS).
Axial Divide. Este tipo se utiliza para la herramienta multi-cortador que forma múltiples vueltas de rosca para una vuelta de la espiral de trayectoria. La trayectoria consiste en vueltas de espiral posteriores conectadas con rápidas transiciones largas de vanguardia a lo largo del eje espiral con Paso del hilo de discusión (TS) y Longitud de trabajo de la herramienta (TWL).
.png)
Gira la cuenta. Número de hilos.
Longitud de trabajo de la herramienta (TWL). Especifica la longitud de las transiciones entre las vueltas de espiral adyacentes. Este valor debe calcularse como el paso de hilo multiplicado en el número de bobinas que puede ser creado por la herramienta por una vuelta de espiral (Ver la pista de división axial).
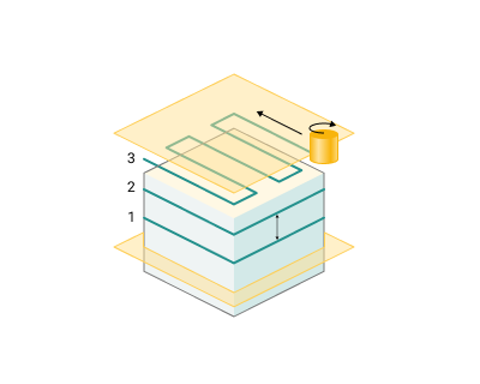
Secuencia de mecanizado (Dirección) Orden de procesamiento.
De arriba hacia abajo. El procesamiento se lleva a cabo de arriba a abajo.
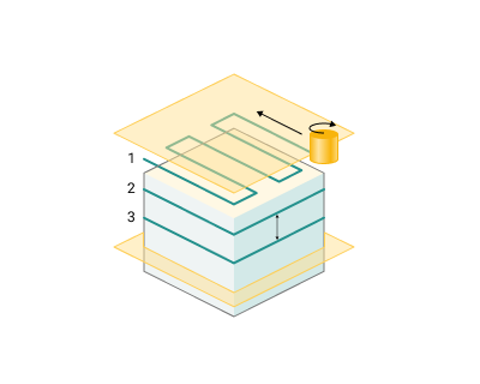
En el fondo. El procesamiento se lleva a cabo de abajo a arriba.
Pasos duros. Toolpath se compensa en plano por la cantidad de espesor de 'Pases de rozamiento'.
Terminar el pase. El pase se convierte en acabado. Se añade un pase de desbaste adicional a una distancia especificada en el parámetro.
Último paso en círculo. Añade un pasaje circular en la parte inferior del agujero.
La clasificación del agujero.
Orden de procesamiento del agujero
Óptima. El sistema minimiza la longitud de los movimientos ociosos.
Por lista. El orden del mecanizado de los agujeros depende del orden en el Asignación de puestos de trabajo lista.
Agujeros de grupo con el mismo plano. Elemento seleccionado entonces el sistema optimizará el orden de mecanizado dentro de grupos de agujeros que se encuentran en los mismos planos.
Utilice el sistema de coordenadas de agujeros.
Si está activado: ORIGEN así que cada agujero se mecaniza con su propio sistema de coordenadas locales. Lea el tema del sistema de coordenadas de operación para obtener información detallada sobre ORIGEN. Así que el ciclo de mecanizado de agujeros se aplica para el plano XY. La mayor parte del CNC soporta los ciclos en este plano.
Si está desactivada: Todos los agujeros se mecanizan en un sistema común de operaciones de coordenadas.
Formato de código NC
Define cómo la operación de perforación es la salida.
Transformaciones:
El kit de operación del parámetro, que permite ejecutar la conversión de coordenadas para calcular dentro de la operación la trayectoria de la herramienta. Ver más
Véase también:
Tipos de operaciones de mecanizado
Operación de fresado de 2/2.5 ejes
Las formas de mecanizado de los agujeros