Ciclo de toma, golpeo con rotura y eliminación de chips (G84, W5DTap(484))
El ciclo de toma realiza una aproximación rápida al nivel <Z return>, golpecitos de rosca con posterior retracción en la velocidad de alimentación del trabajo con rotación inversa del husillo.
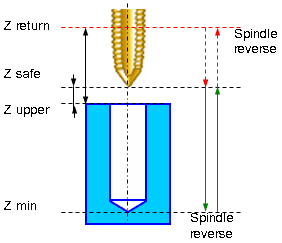
El ciclo de intervención <G84> incluye:
Rápida aproximación al centro del agujero en el nivel <Z de retorno>.
Viaje rápido al < nivel seguro Z > .
Trabajar el movimiento de alimentación al nivel <Z min> y luego <Spindle reverse>. Si selecciona el golpeteo con la estrategia de eliminación o rotura de chips, la profundidad de acabado del agujero se alcanzará en varias iteraciones.
Viaje de pienso de trabajo al nivel <Z safe> .
Retráctate rápidamente al nivel <Z return>.
Restaurar dirección y velocidad de rotación del husillo.
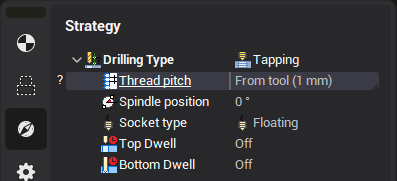
Los parámetros del ciclo se definen en el panel <Parámetros del hilo>. El <Pantalla del hilo> define el paso en milímetros o pulgadas. Depende de las unidades de medida actuales. La <Posición del giro> se utiliza para los hilos multiinicio y define el inicio <Posición del giro> en grados.
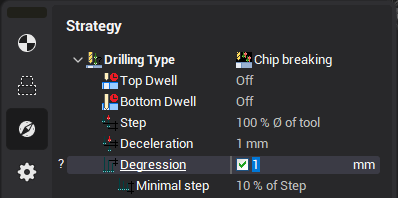
El panel <Chip Breaking parameters> define el <Step>, <Deceleration> y <LeadOut>. El paso se puede especificar de diferentes maneras:
<Distancia>. El paso es igual al valor de entrada.
<Count>. El valor define la cantidad de picos de la herramienta. El paso se calcula como la profundidad del agujero dividida en el recuento de picos.
<Porcentaje>. El paso se especifica en el porcentaje del diámetro de la herramienta.
Si se marca la <Depth degression>, entonces la profundidad de cada pico se reduce en el valor definido, de lo contrario el paso es constante. La reducción de paso ocurre hasta que su valor no es menor que <Minimal step>. El paso mínimo es un porcentaje del valor del primer paso.
El tiempo de retardo se define en el panel <Dwell> en el campo <Bottom habit>. El tiempo se puede especificar en segundos o en los números de las revoluciones de la herramienta. En el último caso el tiempo se calcula automáticamente utilizando la herramienta definida RPM. El retardo está ausente si el morado inferior está apagado.
Algunos controles numéricos tienen diferentes ciclos para el tipo de socket diferente. Así que el tipo de socket se puede definir como flotante o fijo.
Véase también:
Funcionamiento del mecanizado del agujero
Las formas de mecanizado de los agujeros