Herramienta de disco
Dos tipos de herramientas están disponibles para las operaciones de herramientas de disco dependiendo del tipo de montaje.
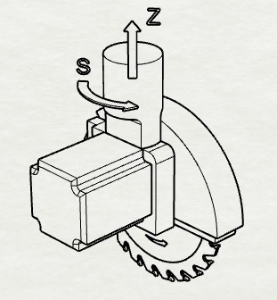
Hoja de sierra.
Este tipo asume tener un eje S (para la rotación de la herramienta alrededor del eje Z). La dirección del eje Z está a lo largo del plano de rotación de la herramienta.
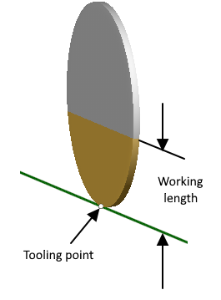
El punto de herramientas de una hoja de sierra se encuentra en el borde de la sierra a diferencia de una herramienta de fresado, donde este punto se encuentra en el extremo de la herramienta en su eje de rotación. Las herramientas tipo hoja de sierra también tienen el parámetro "Longitud de trabajo" que define la altura del área de trabajo de la sierra. El resto de la herramienta se supone que está cubierta por el capó. Este parámetro afecta directamente al camino de herramientas que se genera para que el área de no trabajo de la herramienta no se utilice para la eliminación del material de la pieza de trabajo.
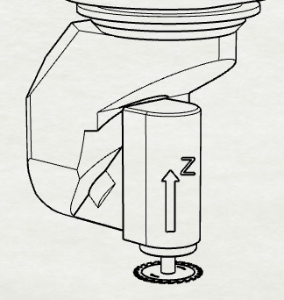
Herramienta de fresado.
Las herramientas de este tipo son fresas habituales de gran diámetro y baja altura. Se colocan en un husillo, el eje S no es necesario porque su funcionalidad es proporcionada por otros ejes rotativos de la máquina. El eje Z de la herramienta se dirige a lo largo del plano de rotación normal.
Hay un aspecto importante de la operación de aserrado de herramientas de dist. Si se trata de aserrado de un panel de madera o una losa de mármol en un paso (a través y a través), entonces en el borde del panel en la zona donde los dientes de la hoja de sierra salen del material (en la imagen debajo de su borde inferior) se pueden formar espasmos y rebabas (sólo espasmos en caso de mármol).
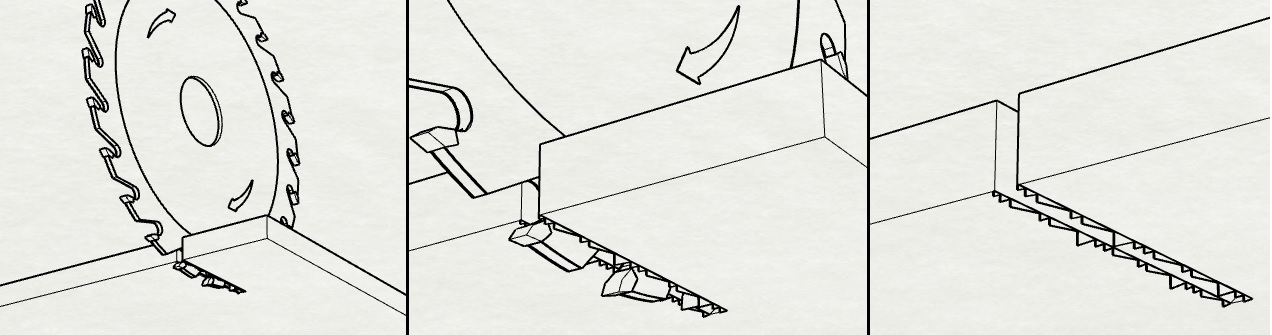
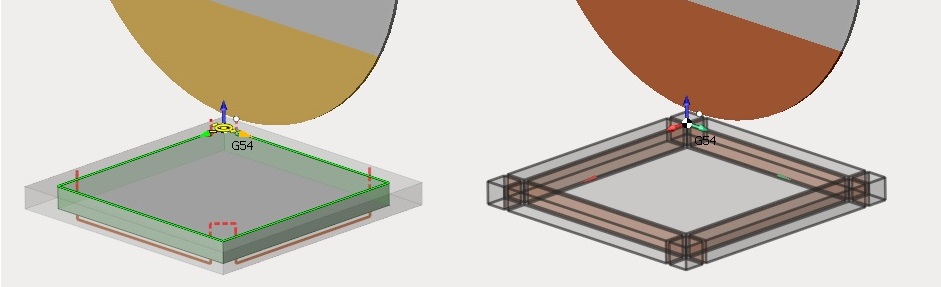
Para evitar esta situación (consideremos dos variantes de paso) el paso de la primera sierra se hace sin salir del material en el nivel inferior del panel (como tal, asegurando que el borde superior no contenga defectos porque el nivel superior del panel será la zona donde los dientes de la sierra entran en el material), mientras que el segundo paso se hace con salida en el nivel inferior pero moviendo la herramienta en dirección opuesta (o en la misma dirección girando el eje S para la herramienta tipo hoja de sierra). Esto permite un borde inferior sin defectos porque, utilizando esta estrategia, el nivel inferior del panel en el segundo paso será la zona de entrada del material para los dientes de la sierra, mientras que el borde superior se formó en el primer paso.
El siguiente aspecto a prestar atención es el concepto de superposición de esquina interior y exterior.
La superposición de esquinas exteriores permite aumentar la longitud del contorno a lo largo de las caras para la cantidad especificada. Puede ser necesario para eliminar los chips de piezas a lo largo de las caras del contorno.
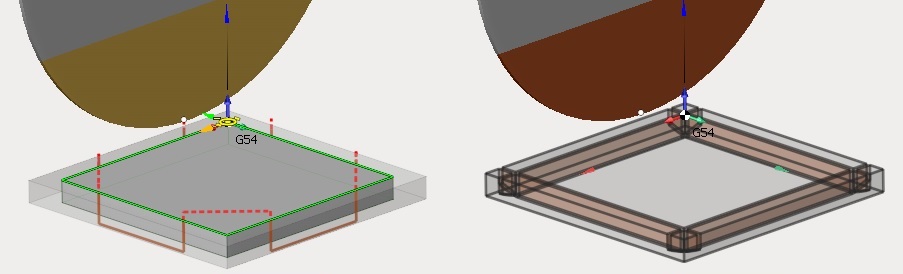
Consideremos un ejemplo. Supongamos que es necesario para serrar el panel rectangular de la pieza de trabajo con el stock.
Si no se utiliza la "superposición de la esquina exterior", los chips de material se eliminarán de la parte sólo después de que todas las caras sean atravesadas por la herramienta, porque la trayectoria se forma de acuerdo con el contorno especificado, sin tener en cuenta el stock de piezas.
Si la superposición se utiliza entonces los chips de material se pueden cortar después de que una cara está terminada.
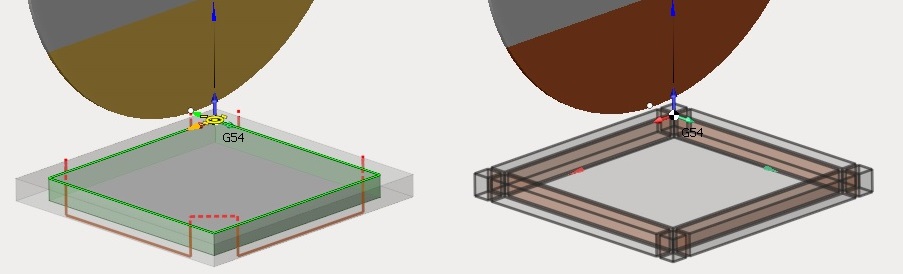
Otro objetivo es durante el mecanizado del contorno interior. Sin cambiar los parámetros de superposición la trayectoria del camino de herramientas estará limitada por el perfil de la sierra tocando la esquina del contorno en el nivel superior de la pieza de trabajo.
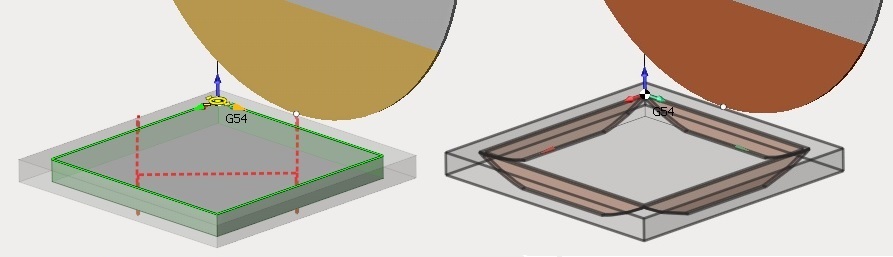
Utilizando solapamiento el contorno completo de la pieza se puede lograr en los niveles superior e inferior de la pieza de trabajo.