Tipos de piensos
En las operaciones de mecanizado el usuario puede establecer valores de alimentación para cada tipo de herramienta movimiento. El número y el conjunto de alimentaciones definibles dependen del tipo de operación. Las alimentaciones sólo se pueden definir para aquellos tipos de movimientos que están disponibles para la operación actual. Es posible definir los siguientes tipos de alimentaciones:
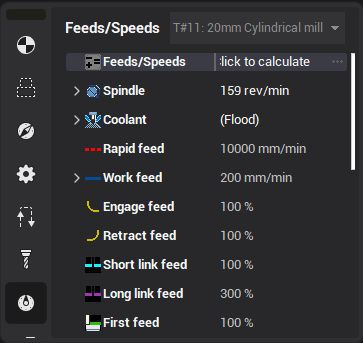
<Rapid feed> – pienso en el que se realizan todas las transiciones rápidas de herramientas (posicionamiento). El valor se utiliza para el cálculo del tiempo de mecanizado y también durante la creación de código NC para los controles que es necesario definir el valor de alimentación rápida. Al crear un programa NC para máquinas que la velocidad de posicionamiento depende de la velocidad de accionamiento, el valor de alimentación rápida se ignora;
<Feed de trabajo> – pienso en el que el principal pases de trabajo En las operaciones de desbaste se realizará la eliminación de material, en acabado – mecanizado de superficie de detalle;
<Aproach feed> – feed, en el que se realiza la aproximación al comienzo del pase de trabajo;
<Retract feed> – feed, en el que se realiza la retracción después de la finalización de un pase de trabajo;
<Piscina de alimentación> – en este pienso, se sumerge a una capa de mecanizado inferior en operaciones de desbaste y embolsado de la línea de agua;
<Feed to next> – alimentación, en la que paso a paso a lo largo de la superficie mecanizada se realiza la siguiente pasada de trabajo;
<Retrace feed> – feed, en el que volver al anterior Pase de trabajo, a lo largo del camino de herramientas del paso a paso anterior completado se realiza;
<Finish pass feed> – pienso, en el que pases de trabajo a lo largo de la superficie de detalle en las operaciones en bruto se realizan. Se aconseja utilizar cuando sea necesario obtener una superficie de alta calidad después de una operación de desbaste;
<Primer paso de alimentación> – pienso del primero de la pieza de trabajo carrera de mecanizado de superficie en las operaciones en bruto. Se recomienda asignar, por ejemplo, con diferente maquinabilidad de la superficie y el núcleo de la pieza de trabajo;
<Transición en una superficie segura> – alimentar para un camino de herramientas que transiciones en una superficie segura;
<Volver a la superficie segura> – alimentar para un camino de herramientas que regrese a la superficie segura;
<Aproximación desde una superficie segura> – alimentación para un camino de herramientas que se aproxima desde una superficie segura;
<Transición larga> – alimentación para largas transiciones entre pases;
El valor de la alimentación puede ser permanente o calculado, dependiendo del ángulo de pendiente de cada sección elemental del camino de herramientas. Al asignar una alimentación calculada, se definirán valores y coeficientes de alimentación cuando se mueva hacia abajo, horizontalmente y hacia arriba. Los valores reales de alimentación cuando se mueva hacia abajo, horizontalmente o hacia arriba serán iguales a la multiplicación del coeficiente de corrección correspondiente al valor de alimentación. Con valores intermedios de ángulo de inclinación de una sección elemental del camino de herramientas, el valor real de la alimentación se calculará proporcionalmente a los valores definidos del borde. Por ejemplo, con valores de alimentación iguales a 300, horizontalmente – 200, abajo – 100, el valor real de alimentación en una sección con movimiento de la herramienta hacia arriba bajo un ángulo de 45 grados será igual a 250. El uso de la alimentación calculada, permite al usuario disminuir el tiempo de mecanizado debido a un control más flexible sobre los modos de corte.
Si en el sistema CAM usado configuración existe el módulo de cálculo de modos de corte, entonces el valor de alimentación puede calcularse automáticamente, en relación con el material de la pieza de trabajo, la herramienta y los parámetros de funcionamiento. Al utilizar la alimentación calculada, los valores reales de alimentación al moverse hacia arriba, horizontal y descendente se calcularán multiplicando el valor de alimentación obtenido en los coeficientes correspondientes.
La alimentación rápida puede ser asignada únicamente por el valor permanente. La alimentación de trabajo puede ser permanente o variable; su valor real puede ser asignado manualmente o calculado automáticamente por el módulo de cálculo de modos de corte. Todos los demás piensos se asignan de manera análoga, o en porcentajes de la alimentación de trabajo. Al asignar porcentajes de la alimentación de trabajo, el tipo de alimentación se establecerá al igual que para la alimentación de trabajo, y los valores numéricos compondrán el porcentaje definido a partir de los valores correspondientes de la alimentación de trabajo. Por ejemplo, al establecer la alimentación de aproximación igual al 50% de la alimentación de trabajo, la aproximación se realizará a la mitad de la velocidad de alimentación de la alimentación principal. pases de trabajo.
Véase también: