Ciclo de fresado de hilos (W5DThreadMill (490))
El ciclo de fresado del hilo se utiliza para el roscado externo o interno o para el agujero de la máquina por una hélice. El mecanizado de la espiral se utiliza entonces diámetro del agujero es mayor que el diámetro de la herramienta. La herramienta gira alrededor del eje del agujero y viaja simultáneamente a lo largo del eje. diámetro de la espiral se elige de acuerdo con el agujero y las dimensiones de la herramienta.
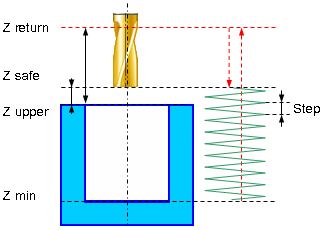
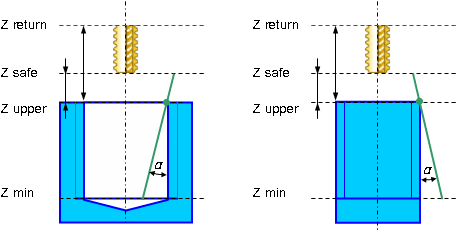
El mecanizado en espiral incluye los siguientes pasos:
Rápida aproximación al centro del agujero en el nivel <Z retract>.
Viaje rápido al nivel <Z safe> .
Viaje de la tasa de alimentación de trabajo a la espiral de inicio.
El movimiento en espiral de alimentación de trabajo al nivel < Z min > .
Paso circular opcional en el nivel inferior. El diámetro del círculo es igual al diámetro de la espiral.
Regresa al centro del hoyo.
Viaje rápido al nivel <Z safe> .
Si se aplican pases adicionales de desbaste y acabado, se repetirán los cinco pasos anteriores hasta que se alcance el diámetro deseado del agujero.
Viaje rápido al nivel <Z retract>.
<Threadmilling> ofrece las siguientes ventajas sobre el toque tradicional:
los hilos ciegos a través, izquierdo y derecho se mecanizan con la misma herramienta;
diferentes hilos con el mismo tono son mecanizados por la misma herramienta;
todos los parámetros de precisión están asegurados por la misma herramienta;
el roscado preciso se mecaniza a toda la profundidad del agujero ciego, ya que el fresador no tiene bisagra;
diferentes materiales son mecanizados por la misma herramienta;
alta fiabilidad del mecanizado debido a la buena manipulación de los chips;
alta eficiencia del fresado de roscas debido a una mayor velocidad de corte y velocidad de alimentación;
par de husillo bajo incluso para el mecanizado de rosca gruesa.
Para fresado de roscas tanto herramientas de un solo cortador como herramientas de varios cortadores que permiten mecanizar varias vueltas de rosca en un solo paso. El mecanizado de herramientas de varios cortadores es muy similar al mecanizado en espiral.
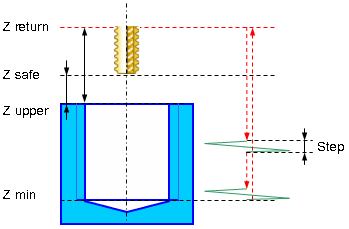
Cuando se utiliza el fresado de rosca de herramientas multi-cortador incluye los siguientes pasos:
Rápida aproximación al centro del agujero en el nivel <Z retract>.
Viaje rápido al nivel <Z seguro>.
Viaje rápido a la distancia de longitud del borde de corte de la herramienta que se determina por el número y el tamaño del tamaño del diente del fresador (paso del hilo).
La tasa de alimentación de trabajo viaja hasta el comienzo de la espiral.
Mecanizado a lo largo de una vuelta en espiral con el paso igualando el paso del hilo.
Retráctate al centro del agujero.
Si un giro en espiral no es suficiente para mecanizar el roscado hasta la profundidad del agujero completo, descender a la longitud de vanguardia y el movimiento en espiral se repiten hasta que se alcanza la profundidad de roscado deseada.
Retorno rápido al nivel <Z retract>.
Si se aplican pasadas adicionales de desbaste y acabado, se repetirán los pasos anteriores hasta que se alcance la profundidad especificada del hilo.
El panel de parámetros espirales define los parámetros para el mecanizado de agujeros espirales y fresado de hilos.
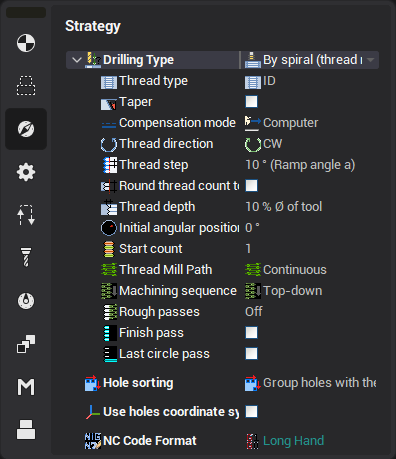
El parámetro <Thread type> especifica si la rosca es <External> o <Internal>.
Hay casos en los que la tecnología requiere que el roscado se mecanice boca abajo y hay casos en los que el roscado se hace desde la parte inferior hasta la parte superior. se define en el campo <Machining secuencia> .
Para el mecanizado en espiral es conveniente definir la dirección de la espiral de acuerdo con la dirección de rotación del husillo. Cuando se especifica la dirección < Follow> la rotación de la herramienta y las direcciones de la espiral coinciden, para la dirección <Counter> son opuestas. La rotación de la herramienta se define en la página <Tool> del diálogo de parámetros de operación.
Para mecanizar los hilos cónicos es necesario ajustar <Ángulo Taper> y especificar el ángulo cónico en grados. El ángulo cónico se mide desde el nivel superior del agujero (lug). La dirección del ángulo positivo para el mecanizado del hilo cónico del agujero es la dirección hacia el centro del agujero. La dirección del ángulo positivo para el mecanizado del hilo cónico del acoplamiento es la dirección desde el centro del agujero.
El <Paso espiral> define el paso de espiral para el mecanizado del agujero espiral o el paso de rosca en el caso del fresado del hilo. Si se selecciona el modo <Ángulo de inclinación>, el paso se calcula con el uso del ángulo de espiral, la herramienta y los diámetros del agujero.
<Round turns count to entero> puede ser muy útil para el mecanizado de agujeros espirales. Si se establece, entonces el paso se vuelve a calcular para generar el número de bobinas enteras. Los números de bobinas se redondean al valor más cercano para proporcionar el paso requerido. Esta opción no se puede utilizar para el fresado de hilos porque se aproxima al paso.
<Último paso de círculo> especifica si el movimiento del círculo se realiza cuando se alcanza la parte inferior del agujero. Si se establece, se realiza un paso adicional a lo largo del círculo en la parte inferior del agujero. El radio del círculo es igual al radio de espiral. Esta opción debe ser desactivada para el fresado del hilo.
El hilo de inicio múltiple se mecaniza si el parámetro <Thread start count> es mayor que 1. Si el conteo de inicio es 1 hilo de inicio único se mecaniza.
El <Profundidad del hilo> define la distancia entre los diámetros interno y externo del hilo. Funciona de manera diferente para los hilos internos y externos. Si el agujero se mecaniza (hilo interno), entonces el diámetro que se define en la asignación del trabajo define el diámetro interno del hilo. El diámetro externo se calcula como la suma del diámetro interno y la profundidad del hilo. Si el patrón se mecaniza (hilo externo), entonces el diámetro que se define en la asignación del trabajo define el diámetro exterior del hilo. El diámetro interno del hilo se calcula como la diferencia entre el diámetro externo y la profundidad del hilo.
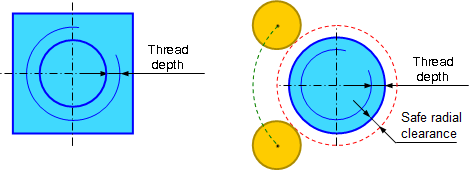
La <profundidad del hilo> se puede especificar en unidades de medida de corriente (mm o pulgada) en los porcentajes del diámetro de la herramienta.
Además, para el mecanizado correcto de la rosca externa (OD), es necesario especificar el valor de aclaramiento radial seguro. Define el radio en el que la herramienta podría sortear con seguridad el patrón si fuera necesario.
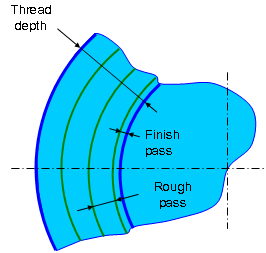
El fresado de hilo se puede realizar en unos pocos pasos. Encienda el paso en bruto o/y el final pasa para hacerlo. Si se comprueba el paso <Finish> el campo cercano define el stock para el pase de acabado. en este caso el paso adicional se genera antes del último paso. La profundidad del hilo permaneció después de la sustracción del paso de acabado se puede eliminar por pases en bruto. El paso para los pases en bruto se puede definir de unas pocas maneras:
<Off.>. los pases en bruto no se realizan. Así que la pila completa se elimina en un pase.
<Distancia>. El paso se define por el valor absoluto (mm o pulgadas).
<% D de la herramienta>. El paso se define en los porcentajes del diámetro de la herramienta.
<Count>. El paso es especificado por el conteo de pases. En este caso el paso es igual a la profundidad de hilo dividida en el conteo.
El campo <Lead in / Lead out> permite seleccionar la forma de acercarse al punto de partida o retraerse del punto final. La opción tiene los siguientes elementos:
<Direct>. Para el caso del mecanizado interno, el enfoque es directo desde el centro del agujero hasta el comienzo del paso de trabajo. En el caso del enfoque de mecanizado externo implementado por una línea recta, cuyo punto de partida es la distancia de separación radial segura desde el diámetro exterior del hilo.
<Por arco>. El acercamiento por arco permite obtener un inicio y un final más suaves del hilo. El radio y el ángulo del arco se pueden especificar en los campos apropiados en el mismo panel. Tenga en cuenta que el radio puede ser negativo. Puede ser necesario para el zambullimiento suave en el caso del mecanizado externo, si desea obtener la dirección de curvatura del arco coincide con la dirección de curvatura del camino de herramientas.
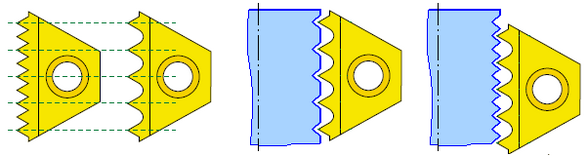
El parámetro <Path type> define el tipo toolpath de acuerdo con el tipo de herramienta usado. Puede ser uno de los siguientes:
<Continuous>. Este tipo de camino de herramientas se utiliza para la herramienta de un solo cortador, que forma una sola vuelta de hilo con cada vuelta de la espiral. Geométricamente la trayectoria es una espiral continua.

<Transición a lo largo del eje>. Este tipo se utiliza para herramienta multi-cortador que forma múltiples vueltas de rosca para una vuelta de la espiral de trayectoria. La trayectoria consiste en vueltas de espiral posteriores conectadas con rápidas transiciones largas de vanguardia a lo largo del eje espiral.

Es necesario utilizar el tipo de trayectoria continua para el ciclo de mecanizado de agujeros en espiral
<Longitud del borde de corte> se utiliza sólo para el tipo <Transición a lo largo del eje> toopath. Especifica la longitud de las transiciones entre las vueltas de espiral adyacentes. Este valor debe calcularse como el paso de hilo multiplicado en el número de bobinas que puede ser creado por la herramienta por una vuelta de espiral.

Los hilos de paso finos son hilos con pequeños tonos. Es difícil producir inserciones multitooth para pequeños tonos debido al pequeño radio entre los dientes. Se desarrolla inserciones donde cada segundo diente fue caído para agrandar el radio entre los dientes. En este caso la herramienta necesita hacer unas pocas bobinas. Por ejemplo, si el paso de inserción es mayor en dos veces que el paso de hilo entonces se deben realizar dos bobinas. El conteo de giros lo define. En la mayoría de los casos es uno, lo que significa que el tono de inserción es igual al paso de hilo.
Véase también:
Funcionamiento del mecanizado del agujero
Las formas de mecanizado de los agujeros