Parámetros del elemento de asignación del trabajo
Parámetros básicos:
Después de añadir contorno a la lista de elementos de asignación de trabajo se muestra en una ventana gráfica. Flechas define la dirección de mecanizado y el lado de mecanizado se muestran frente a un punto de inicio de contorno. Es posible cambiar la dirección de mecanizado haciendo clic en el botón izquierdo del ratón a la flecha azul. Es posible cambiar el lado de mecanizado haciendo clic en el botón izquierdo del ratón en la flecha amarilla.
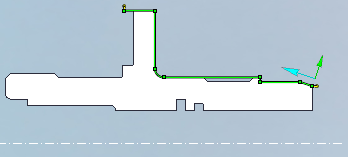
La ventana de parámetros Contour está disponible pulsando el botón derecho del ratón en cualquiera de estas flechas o haciendo clic en el botón 'Parámetros' de los elementos.
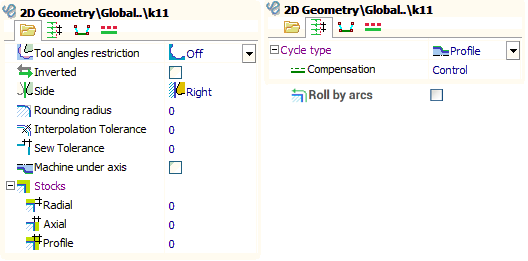
Tipo de ciclo define la forma de formar un camino de herramientas basado en el contorno especificado.
El radio de redondeo define el radio de arco, con el cual se redondearán todas las esquinas afiladas exteriores del contorno. Si este valor es cero esquinas no se redondeará.
La tolerancia a la interpolación permite cambiar el contorno uniendo el conjunto de sus segmentos por arcos o líneas. En este caso, el contorno resultante será diferente del original por no más del valor especificado. Esta función es muy conveniente para el procesamiento de curvas planas.
Las existencias permiten mover el contorno en la dirección radial, axial y equidistante. La dirección de las existencias positivas (+) se define por el lado de mecanizado de contornos.
La tolerancia a la costura se utiliza cuando se crea la generatriz de giro a partir del conjunto de curvas y superficies.
Rodar por arcos permite determinar con más precisión el camino de herramientas a lo largo del contorno mediante la adición de arcos a las esquinas exteriores del camino de herramientas. Esta función es conveniente para una herramienta con un gran radio.
Modos de compensación del radio de la herramienta:
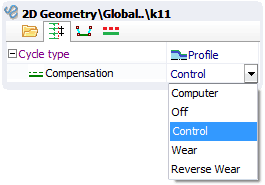
Si la corrección está desactivada (desactivada) el programa NC usa contorno original sin transformaciones. Usando este modo en contornos complejos puede aparecer líneas o defectos, por lo que es necesario ser cuidadoso cuando se procesa la simulación.
Si el modo de corrección es " Computadora " entonces equidistante basado en el radio de la nariz de la herramienta se construirá al contorno original, y luego se desplaza al punto de herramientas. Generalmente esto conduce a cambiar en los segmentos inclinados, aumentando los radios externos y disminuyendo los radios internos de los arcos del círculo de contorno por el radio de la nariz de la herramienta.
Si el modo de corrección es "Control" el programa NC utiliza el contorno original sin transformaciones. Los comandos de corrección se incluyen antes de aproximar y retraer los marcos (ISO G41/42/40).
En el desgaste y los modos de desgaste inverso contornos geometría transforma como en " Computadora " modo. Pero los comandos de corrección se incluyen antes de aproximarse y retraer los marcos también, como en el modo "Control". El modo de desgaste inverso difiere del modo de desgaste por dirección de corrección.
El parámetro "Máquina bajo eje" permite crear un camino de herramientas debajo del eje de rotación. Por lo tanto, todas las coordenadas radiales se vuelven negativas.
Si el parámetro "Radio redondo" está activado y el modo de compensación es "Wear" o "Computer" entonces en las esquinas exteriores de un contorno se formarán los arcos con radio igual al radio de la nariz de la herramienta. A veces ayuda a reducir la vibración de la máquina del cambio brusco en la dirección del movimiento de la herramienta.
Activar, retraer y la transición entre los elementos.
Antes del comienzo y al final de cada contorno se añade un elemento especial. Estos elementos se llaman respectivamente el engage y retract. Cuando se utiliza la compensación del radio de la nariz de la herramienta, engage es el interruptor de compensación del corte, engage es el interruptor de compensación del corte. Engage y retracte los parámetros geométricos se pueden establecer en un campo gráfico. Aquí se puede establecer tanto un punto final como la longitud de un corte. Engage/retracte se puede procesar por la línea o por el arco. Haga clic en el engage seleccionado una vez más en la pantalla para cambiar de arco/corte. Engage y retracte los parámetros geométricos también se pueden establecer en la ventana siguiente.
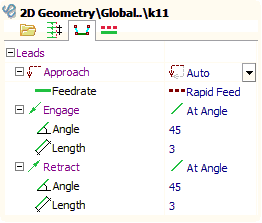
Si hay varios elementos en operación, las transiciones entre ellos se procesarán mediante alimentación rápida. El modo de aproximación al primer punto de un contorno desde el último punto del elemento anterior se define mediante un modo de aproximación.
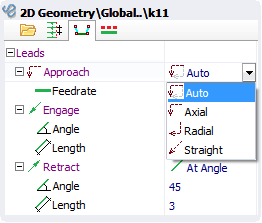
En el modo axial la aproximación se procesa primero por dirección axial y luego por dirección radial. En el modo radial la aproximación se procesa primero por dirección radial y luego por dirección axial. El modo "Straight" genera la transición por línea recta. Modo "Auto" elige el enfoque radial o axial dependiendo del último punto del contorno anterior y el lado de un contorno procesado. También se puede especificar el pienso de procesamiento de transición.
Control de la alimentación
Por defecto, cada mecanizado de contorno se procesa mediante la alimentación especificada en los parámetros de operación. Para especificar alimentación para cada elemento de asignación de trabajo use la ventana de parámetros de elementos.
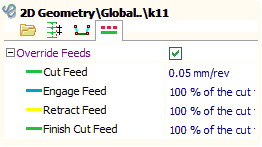
Si la casilla de verificación "Override feeds" no está marcada, la entrada de contorno se especifica por parámetros de operación, de lo contrario, la entrada de contorno se especifica en esta ventana.
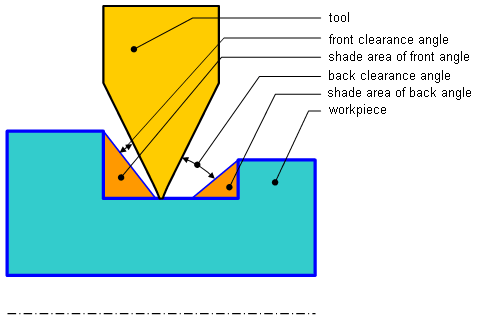
Restricciones de ángulos de herramientas
Es necesario considerar restricciones de ángulos de herramientas en el grooving para evitar overlines y roturas de herramientas. Estos ángulos se pueden establecer en la ventana de parámetros. Hay 6 modos de restricciones de ángulos de herramientas.
Las restricciones de ángulos de herramientas se desactivan por defecto para contornos simples. La corrección de contornos por ángulos de herramientas no se procesa en este caso. Si el contorno tiene ranuras, overlines se vuelve muy posible.
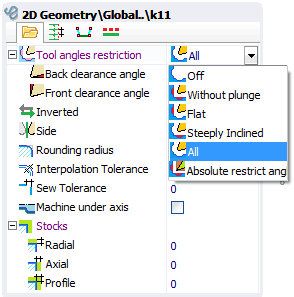
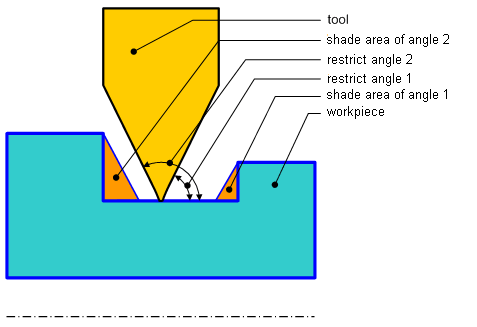
El modo de ángulos de restricción absoluta permite corregir el contorno independientemente de los ángulos reales de las herramientas. Estos ángulos se miden desde la línea horizontal y se muestran en la siguiente figura.
El modo "Sin inmersión" permite evitar que la herramienta se sumerja en las ranuras frontales y cilíndricas. Cuando la ranura exterior se procesa en el husillo izquierdo, este modo es igual a establecer el primer ángulo a 0 y el segundo ángulo a 90 grados.
El modo "Todos" permite sumergirse en las ranuras laterales y faciales en la medida en que la herramienta lo permite. El ángulo de distancia atrás y el ángulo de distancia frontal definen ángulos absolutos relativos a los ángulos reales de la herramienta.
El modo "Flat" permite que la herramienta se sumerja en ranuras cilíndricas, pero no en ranuras faciales. Cuando la ranura exterior se procesa en el husillo izquierdo, este modo es igual a ajustar el segundo ángulo absoluto a 90 grados y se utiliza el ángulo de separación de la espalda.
El modo "profundamente inclinado" permite que la herramienta se sumerja en las ranuras de la cara, pero no en las ranuras cilíndricas. Cuando la ranura exterior se procesa en el husillo izquierdo, este modo es igual a establecer el primer ángulo absoluto a 0 y se utiliza el ángulo de separación frontal.
Véase también:
Asignación de puestos de trabajo