Ciclos de torno
El tipo de ciclo define la forma de generación de rutas de herramientas basada en el perfil definido. Los siguientes tipos del elemento de asignación de tareas para las operaciones de torno están disponibles.
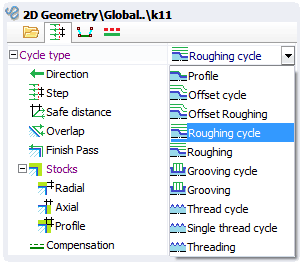
En el "Perfil" modo el perfil definido es la salida en la ruta de la herramienta sin ninguna adición.
Ciclo de compensación genera el ciclo ISO G73 basado en el perfil definido.
Desplazamiento genera la misma ruta de herramientas como la ISO G73, pero es salida en el modo expandido. Este modo puede comprobar el estado actual de la pieza de trabajo.
Ciclo ruinoso genera el de los ciclos ISO G71/G72 basado en el perfil definido.
Roughing genera la misma ruta de herramientas como la ISO G71/G72, pero es salida en el modo expandido. Este modo puede comprobar el estado actual de la pieza de trabajo.
GroovingLathe_ modo genera la misma ruta de la herramienta como el ISO G74/G75, pero es salida en el modo expandido. Este modo puede comprobar el estado actual de la pieza de trabajo. En las versiones futuras este modo se mejorará y comprobará la configuración real del perfil.
Ciclo de hilo de discusión - es el ciclo de roscado multi-pass que sale de la ruta de la herramienta en la ISO G76.
Ciclo de un solo hilo - Enhebramiento que se puede realizar en varios pasos. Cada paso se genera como el ciclo separado en el formato ISO G92.
Threading - Enhebrado con el formato de salida expandido. Así que cada movimiento se realiza como bloque separado. Los movimientos de trabajo se sincronizan con la rotación del husillo. Este modo está activado por la ISO G32/G33. El formato expandido permite hacer los hilos específicos como los hilos con las diferentes cónicas, espirales en la cara, etc.
Torno de 4 ejes ciclo permite mecanizar áreas difíciles de alcanzar de una pieza con una sola operación cambiando continuamente el ángulo de inclinación de la herramienta en el proceso de moverse a lo largo de un contorno (utilizando el eje 4o de la máquina, si está disponible).
Véase también: