Adaptativo
Módulo para fresado de alta velocidad.
Nota:
Necesito una licencia adicional.
Las estrategias de embolsado están diseñadas para la eliminación de material en los bolsillos abiertos y cerrados.
Estas estrategias están disponibles en las siguientes operaciones:
Hay siete estrategias disponibles para seleccionar en el menú desplegable de la estrategia de mecanizado:
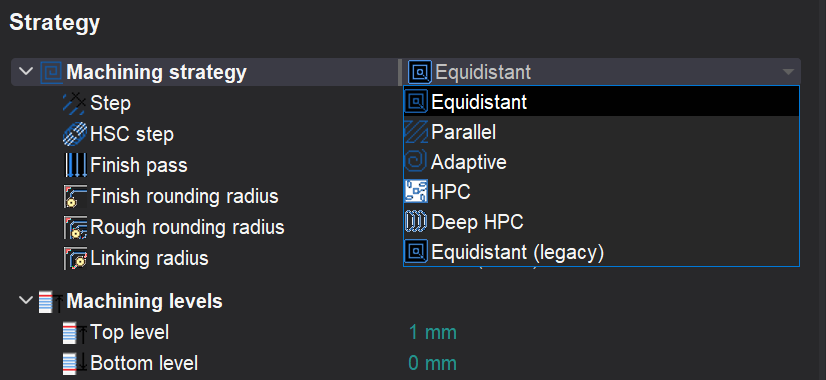
Hay 6 estrategias. Algunos elementos son opcionales y requieren una licencia adicional. Tantas estrategias son el resultado del desarrollo a largo plazo. Cada estrategia tiene sus propias ventajas y desventajas, por lo que ninguno de ellos no se puede eliminar del sistema.
|
Estrategia |
|
|
|
Equidistante (legado) |
Ventajas
|
Desventajas
|
|
Equidistante
|
Ventajas
|
Desventajas
|
|
HPC (corte de alto rendimiento)
|
Ventajas
|
Desventajas
|
|
HPC profundo
|
Ventajas
|
Desventajas
|
|
Adaptativo
|
Ventajas
|
Desventajas
|
|
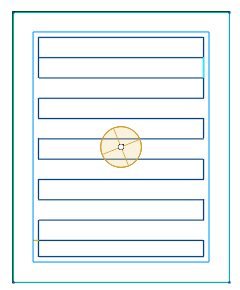
Paralelo
|
Ventajas
|
Desventajas
|
Características de la estrategia adaptativa
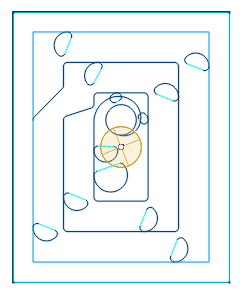
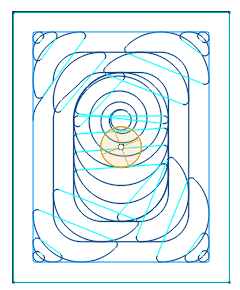
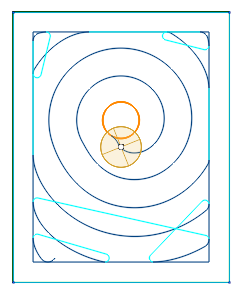
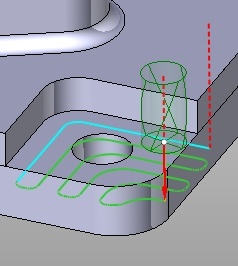
La estrategia se utiliza para eliminar eficazmente grandes volúmenes de material con altas tasas de alimentación, profundidades de corte máximas (hasta la longitud de la flauta) y anchuras de corte relativamente poco profundas (del 5% al 30% del diámetro de la herramienta). Tales parámetros son posibles, ya que el ángulo de enganche de la herramienta especificado (que se define como la anchura de corte, o paso) está garantizado que nunca será superado por la estrategia.
El material se elimina en forma de espiral. No hay esquinas afiladas en el camino de herramientas. La suavidad del camino de herramientas se controla con precisión por los parámetros dedicados para el radio de redondeo del desbaste, el radio de acabado y el radio de unión. El enlace se hace preferiblemente en el plano de trabajo con una pequeña separación Z adicional, que ayuda a combatir la acumulación de calor. La herramienta engancha material utilizando la llamada 'técnica Roll-In' que prolonga la vida de la herramienta. Tanto la subida como la molienda mixta (climb y convencional) están disponibles. Para la molienda mixta, la anchura del corte y la velocidad de alimentación de los pases convencionales se pueden establecer por separado de los pasos de subida.
Cómo elegir la estrategia de bolsillo
La opción número uno es Adaptativo Esta estrategia no se establece como predeterminada, sólo porque requiere la licencia adicional. Así que recomendamos encarecidamente la compra. Todas las demás variantes deben probarse sólo si esta estrategia no está disponible o da el camino de herramientas incorrecto.
Si Adaptive no es posible, y usted necesita la carga de la herramienta uniforme, a continuación, intente HPC profundo estrategia.
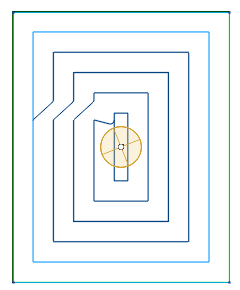
Si incluso la carga de la herramienta no es necesaria y el paso de mecanizado es más del 50% del diámetro de la herramienta HPC estrategia
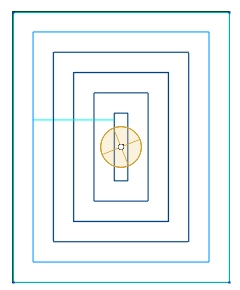
Si incluso la carga de la herramienta no es necesaria y el paso de mecanizado es inferior al 50% entonces pruebe Equidistante estrategia.
Uso Paralelo estrategia a su propia discreción.
Uso Equidistante (legado) si todas las demás estrategias dan un camino de herramientas inadecuado.
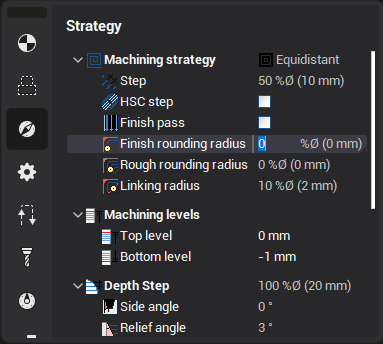
Parámetros de ruta de la herramienta
-
Parámetro de distancia de retroceso
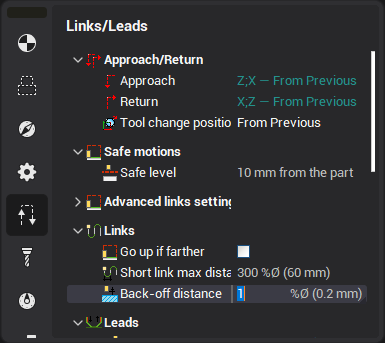
La herramienta se puede levantar por encima de la superficie ya mecanizada cuando se mueve a la siguiente posición de inicio del arco trochoidal.
-
Enlaces redondeados en modo zigzag
Para el redondeo de los enlaces se utiliza el valor «Radio de redondeo de acabado», «Radio de redondeo en bruto» y «Radio de enlace».
-
Vínculos en el mismo nivel Z
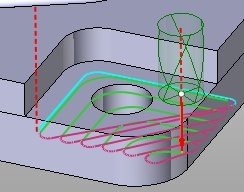
En el modo de ascenso y convencional, la herramienta va directamente al siguiente camino sin retracción al nivel seguro. Si se realiza un movimiento rápido sobre una superficie ya mecanizada, se utiliza la “distancia de retroceso de la herramienta”. También se utiliza el “radio de inactividad” para suavizar el movimiento.
-
Distancia segura
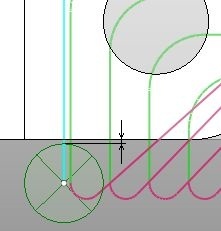
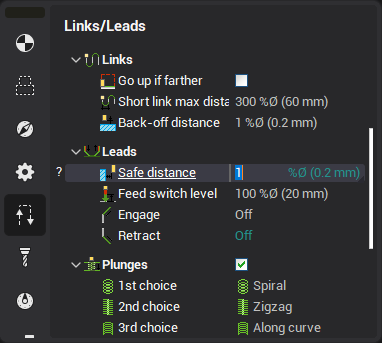
Distancia segura se utiliza para mover la herramienta hacia abajo/arriba desde/hacia la superficie segura.
El movimiento vertical se realiza a esta distancia de la pieza de trabajo. Así que en la versión 10 ya no existe la necesidad de permitir que las aproximaciones/retracciones excluyan las colisiones rápidas de alimentación.
Si utiliza un orificio preperforado para sumergirse al desbastar, el diámetro de la herramienta preperforadora debe ser mayor que el diámetro de la herramienta del fresador por lo menos el doble de la cantidad de distancia segura, de lo contrario los agujeros pre-perforados no serán detectados .
-
Vínculos de alimentación rápida
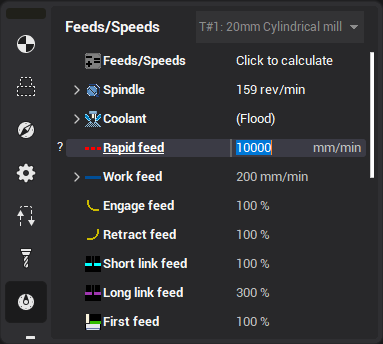
Los movimientos de enlace se pueden calcular usando bien la siguiente pienso o la retorno de la alimentación valores. Si la longitud del enlace es inferior a la distancia del «vínculo corto», entonces se utiliza el valor «sext feed», de lo contrario se utiliza el valor «retorno feed». El retorno feed se fija en el 300% de la alimentación de trabajo por defecto, que es una alimentación no cortable. es detectada durante un movimiento de «retorno» cuando se simula, este movimiento se marcará con un error.
Véase también: