Profundización del perfil
Área de aplicación:
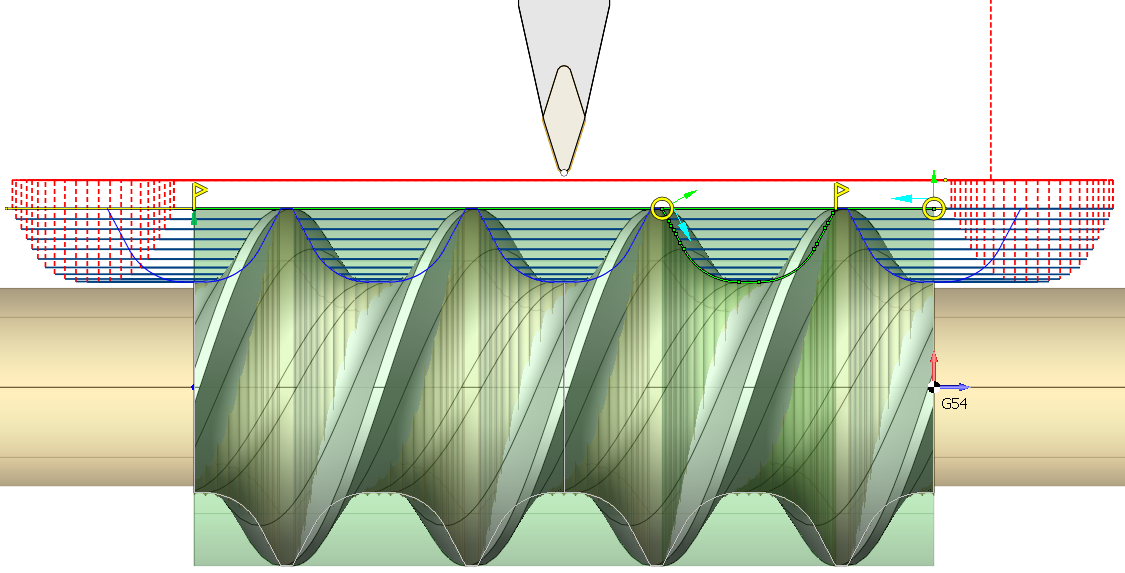
La operación de roscado de perfil le permite hacer hilos con una forma de perfil diferente del perfil de la herramienta . Esto se logra quitando el material dentro de todo el surco del hilo con una serie de pases consecutivos, cuya disposición mutua se calcula teniendo en cuenta tanto la forma de la herramienta como la forma del surco roscado en sí mismo. Debe definir dos elementos en la Asignación de Trabajo: un elemento que determina la posición del principio y el final del hilo sobre la parte y un elemento que define la forma del surco del hilo. Dependiendo de la orientación de los perfiles dados, se puede obtener un hilo cilíndrico, cónico o facial (espiral arquimedeana).
Asignación de trabajo:
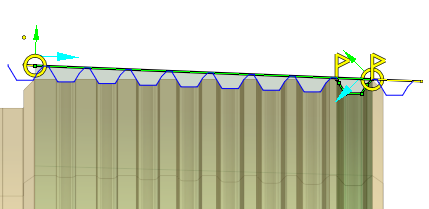
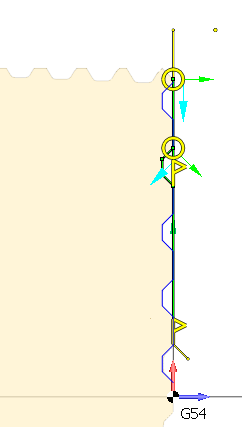
Threading. Esta opción determina la ubicación de la sección roscada de la pieza. Cuando selecciona este elemento, el sistema genera automáticamente la línea de hilo en el perfil de la pieza. Puede modificar interactivamente esta línea en la ventana gráfica moviendo los puntos de inicio y final, cambiando la flecha de dirección del hilo, ajustando la flecha lateral de ranura roscada y cambiando la línea para alterar el diámetro externo o interno del hilo. El tipo de hilo - interior o exterior - se especifica por el lado de mecanizado del contorno (flecha Perpendicular cerca del punto de inicio del contorno). El tipo de hilo - izquierdo o derecho - se especifica por la dirección de mecanizado del contorno (flecha Parallel cerca del punto de inicio del contorno) y la dirección de rotación del huso. Cada operación considera sólo un elemento de la asignación de trabajo. Para procesar múltiples hilos, incluso con parámetros idénticos, crear tantas operaciones como sea necesario. Esta característica activa el modo de roscado continuo cilíndrico, cónico o facial (G23/G33) con paso constante. En este modo se activa la sincronización entre el movimiento de la herramienta y la rotación del husillo. Todos los movimientos de la herramienta se procesarán en modo de rosca hasta que se detecte el comando de conmutación de la interpolación o la ruta rápida de la herramienta. Si la herramienta se mueve paralelamente al eje de rotación del husillo, se formará un hilo cilíndrico. Si la herramienta se mueve simultáneamente tanto paralelo como perpendicular al eje de rotación del husillo, se formará un hilo cónico. Es posible formar un hilo de conexión especial, si la herramienta se mueve perpendicularmente al eje de rotación del husillo. En este caso, la ranura parece que la espiral de Arquímedes se formará en la cara. parámetros separados especificados en el Estrategia y Vínculos pestañas .
Ciclo de un solo hilo. Esta opción también sirve para definir la posición de la sección roscada en la pieza. El sistema producirá el ciclo G92 al programa NC. Genera un conjunto cerrado de movimientos para un pase de rosca. Imagen a continuación muestra el esquema de procesamiento. Antes de llamar a esta herramienta de ciclo está en el punto de inicio. Ciclo se llama por un marco de programa NC, define el punto de inicio del hilo, paso, tamaño del cónico, tamaño del chaflán y otros. Como resultado de este marco, la herramienta va desde el punto de inicio a TSP, hilo a punto TEP y vuelve al punto de inicio. Generalmente el hilo se procesa por varios pases, por lo que el programa NC consiste en varias llamadas de ciclo con varios diámetros de rosca. Por lo tanto, se puede utilizar para ambos hilos en forma estándar y hilos de forma libre.

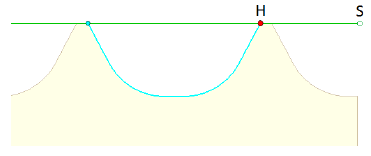
Hilos de rosca ranura. Esta característica identifica el contorno que determina el perfil de ranura del hilo. El sistema se repetirá este contorno a lo largo de la Threading o la Hilo de paso único a intervalos iguales a los de Pitch de hilo especificadas en el Parámetros de ciclo ficha. Usted puede introducir interactivamente la Pitch de hilo en la ventana ventana gráfica. Es importante comprobar que la dirección y el lado de la ranura corresponden a la Threading's o la Hilo de paso único parámetros similares. En la figura, la curva verde marca los puntos de inicio (punto S) y final del hilo. La curva azul delinea la forma de la ranura roscada. El punto marcado en rojo (punto H) en este contorno se alinea verticalmente con el inicio del hilo en el punto S. Dado que la curva de definición de perfil puede estar en cualquier lugar en relación con el punto de inicio del hilo, es esencial posicionar correctamente el punto H.
Prarámetros de ciclo:
Ciclo.
Puede seleccionar uno de los ciclos de torneado disponibles descritos en el Asignación de puestos de trabajo. Cuando se cambia un ciclo en esta sección, el elemento correspondiente en el Asignación de puestos de trabajo El conjunto de parámetros varía para cada ciclo de giro.
Población de liquidación. Especifica la distancia desde el hilo hasta el nivel de transiciones. El ciclo pasa a través de este nivel mientras se mueve desde el final del paso anterior hasta el comienzo del siguiente.
Formulario de discusión. El grupo configura los parámetros geométricos del hilo.
Recorte del hilo. Al configurar la bandera, la herramienta elimina el material de las ranuras de rosca en varios pasos. Esto es esencial para lograr una superficie de calidad y reducir la carga de la herramienta. realiza pases de desbaste moviendo la herramienta secuencialmente con un paso fijo a lo largo del eje de rotación, dividiendo el proceso en varias capas.
Población inferior. Este es el material que queda en la parte inferior de la ranura del hilo para su eliminación por pasadas de acabado posteriores.
Población lateral. Este es el caldo que queda a los lados de la ranura del hilo para su eliminación por pasadas de acabado posteriores.
Dirección de mecanizado. Define el orden de los cortes en bruto.
Bidireccional. El mecanizado bidireccional se realiza desde el centro de la ranura hasta los flancos de la ranura en primer lugar moviéndose hacia el extremo derecho y luego hacia el izquierdo.

Suplente. El mecanizado alternativo comienza desde el centro de la ranura, luego avanza a los flancos alternando los trazos de la herramienta hacia adelante y hacia atrás

Adelante. Las máquinas de modo delantero una ranura de adelante a atrás. B Y por defecto es dirección de derecha a izquierda.

Retroceder
. Las máquinas del modo hacia atrás una ranura de atrás a adelante. B
Y por defecto es
dirección de izquierda a derecha.

Paso áspero. Es la distancia entre dos cortes en bruto adyacentes a lo largo de un hilo. Especifique ya sea la distancia entre los viajes de la herramienta o el número de viajes de la herramienta. Cuanto menor es el paso entre los viajes de la herramienta es menor la carga de la herramienta es pero el tiempo de mecanizado crece.
Multicapa. Esta característica permite eliminar un material áspero por varias capas.
Desactivado. Este valor corresponde al mecanizado de una sola capa.
Monodireccional. Esta característica activa el mecanizado multicapa, p las direcciones del culo son idénticas en cada capa.

Zigzag. Esta característica activa el mecanizado multicapa, una dirección de paso de la raíz corresponde a la Mecanizado Dirección, en cada capa siguiente la dirección de paso es opuesta a la capa anterior.

Paso de profundidad. Define la distancia máxima para sumergir la herramienta en cada capa. Se puede definir ya sea por profundidad directamente, o por número de capas.
Terminación del hilo de discusión. En la instalación de la bandera, el sistema crea pases de acabado a lo largo del contorno del perfil definido en el Asignación de puestos de trabajo.
Terminar paso. Es la distancia entre dos pases adyacentes, calculada por la longitud del perfil. El paso se puede definir por el conteo de pases o por la distancia directamente.
Dirección de mecanizado. Define el orden de los cortes de acabado.
Adelante. El acabado se lleva a cabo en dirección al husillo.

Retroceder. El acabado se lleva a cabo lejos del husillo.

Bidireccional. Los pases de acabado se organizan desde la periferia del surco del hilo hasta el centro

Compensación. Este parámetro controla el método de compensación de ancho de corte de salida.
Corrector de longitud. Controla la salida al programa de los números de offset de la herramienta que se especifican en el Herramientas – Propiedades de la herramienta – Números.
Primero. Si la Primero se selecciona el parámetro, el sistema sale el 1er corrector número al programa NC.
Segundo. Si la Segundo se selecciona el parámetro, el sistema sale el 2o corrector número al programa NC.
Rodando por arcos.
El sistema redondea las esquinas externas del camino de herramientas por arcos con un radio igual al radio de la nariz de la herramienta. OD Roughing e ID Roughing operations. Ver más.
Transformaciones:
El kit de operación del parámetro, que permite ejecutar la conversión de coordenadas para calcular dentro de la operación la trayectoria de la herramienta. Ver más