OD Operaciones de Threading e ID Threading
Asignación de trabajo:
Threading. Esta opción determina la ubicación de la sección roscada en la pieza. Cuando selecciona este elemento, el sistema genera automáticamente la línea de hilo en el perfil de la pieza. Puede modificar interactivamente esta línea en la ventana gráfica moviendo los puntos de inicio y final, cambiando la flecha de dirección del hilo, ajustando la flecha lateral de ranura roscada y cambiando la línea para alterar el diámetro externo o interno del hilo. El tipo de hilo - interno o externo - se especifica por el lado de mecanizado del contorno (flecha permanente cerca del punto de inicio del contorno). El tipo de hilo - izquierdo o derecho - se especifica por la dirección de mecanizado del contorno (flecha paralela cerca del punto de inicio del contorno) y la dirección de rotación del huso. Esta característica activa el modo de roscado continuo cilíndrico, cónico o facial (G23/G33) con paso constante. En este modo se activa la sincronización entre el movimiento de la herramienta y la rotación del husillo. Todos los movimientos de la herramienta se procesarán en modo de rosca hasta que se detecte el comando de conmutación de la interpolación o la ruta rápida de la herramienta. Si la herramienta se mueve paralelamente al eje de rotación del husillo, se formará un hilo cilíndrico. Si la herramienta se mueve simultáneamente tanto paralelo como perpendicular al eje de rotación del husillo, se formará un hilo cónico. Es posible formar un hilo de conexión especial, si la herramienta se mueve perpendicularmente al eje de rotación del husillo. En este caso, la ranura parece que la espiral de Arquímedes se formará en la cara. parámetros separados especificados en el Estrategia y Vínculos pestañas .
G00 X60.0 Z10.0 M08 (Approach to Start point)
G00 X29.4 (Approach to start of pass 1)
G32 Z-52.0 F2.0 (Threading synchronized with spindle)
G00 X60.0 (Return to Start)
Z10.0
X28.9 (Approach to start of pass 2)
G32 Z-52.0 (Threading synchronized with spindle)
G00 X60.0 (Return to Start)
Z10.0
X28.5 (Approach to start of pass 3)
G32 Z-52.0 (Threading synchronized with spindle)
G00 X60.0 (Return to Start)
Z10.0
X28.1 (Approach to start of pass 4)
G32 Z-52.0 (Threading synchronized with spindle)
G00 X60.0 (Return to Start)
Z10.0
X27.8 (Approach to start of pass 5)
G32 Z-52.0 (Threading synchronized with spindle)
G00 X60.0 (Return to Start)
Z10.0
X27.56 (Approach to start of pass 6)
G32 Z-52.0 (Threading synchronized with spindle)
G00 X60.0 (Return to Start)
Z10.0
X27.36 (Approach to start of pass 7)
G32 Z-52.0 (Threading synchronized with spindle)
G00 X60.0 (Return to Start)
Z10.0
X27.26 (Approach to start of pass 8)
G32 Z-52.0 (Threading synchronized with spindle)
G00 X60.0 (Return to Start)
Z10.0
X200.0 Z150.0 M09 (Retract)
Ciclo de un solo hilo. Esta opción también sirve para definir la posición de la sección roscada en la pieza. El sistema producirá el ciclo G92 al programa NC. Genera un conjunto cerrado de movimientos para un pase de rosca. Imagen a continuación muestra el esquema de procesamiento. Antes de llamar a esta herramienta de ciclo está en el punto de inicio. Ciclo se llama por un marco de programa NC, define el punto de inicio del hilo, paso, tamaño del cónico, tamaño del chaflán y otros. Como resultado de este marco, la herramienta va desde el punto de inicio a TSP, hilo a punto TEP y vuelve al punto de inicio. Generalmente el hilo se procesa por varios pases, por lo que el programa NC consiste en varias llamadas de ciclo con varios diámetros de rosca. Por lo tanto, se puede utilizar para ambos hilos en forma estándar y hilos de forma libre.

Ciclo de hilo. Esta opción también sirve para definir la posición de la sección roscada en la pieza. El sistema producirá el ciclo de hilo multipass ISO G76 al programa NC. Utiliza un único marco del programa NC para establecer todos los parámetros necesarios para el mecanizado de un hilo de forma estándar. La profundidad requerida se alcanza automáticamente mediante la generación de varios pases. Entre los parámetros del ciclo hay coordenadas de inicio (TSP) y punto de acabado (TEP), ángulo de cónico (A, para hilos de cónico), tamaño del chamfer para herramienta (L, CA), ángulos de perfil, profundidad de hilo (H), cuenta de pases, estrategia de inmersión y otros. Puede configurar estos parámetros de forma interactiva en la ventana gráfica de la Job Asignación o introduzca sus valores numéricos en la pestaña Parámetros de ciclo ficha . Vea la documentación de control NC para más información.

Prarámetros de ciclo:
Ciclo.
Puede seleccionar uno de los ciclos de torneado disponibles descritos en el Asignación de puestos de trabajo. Cuando se cambia un ciclo en esta sección, el elemento correspondiente en el Asignación de puestos de trabajo El conjunto de parámetros varía para cada ciclo de giro.
Población de liquidación. Especifica la distancia desde el hilo hasta el nivel de transiciones. El ciclo pasa a través de este nivel mientras se mueve desde el final del paso anterior hasta el comienzo del siguiente.
Formulario de discusión. El grupo configura los parámetros geométricos del hilo.
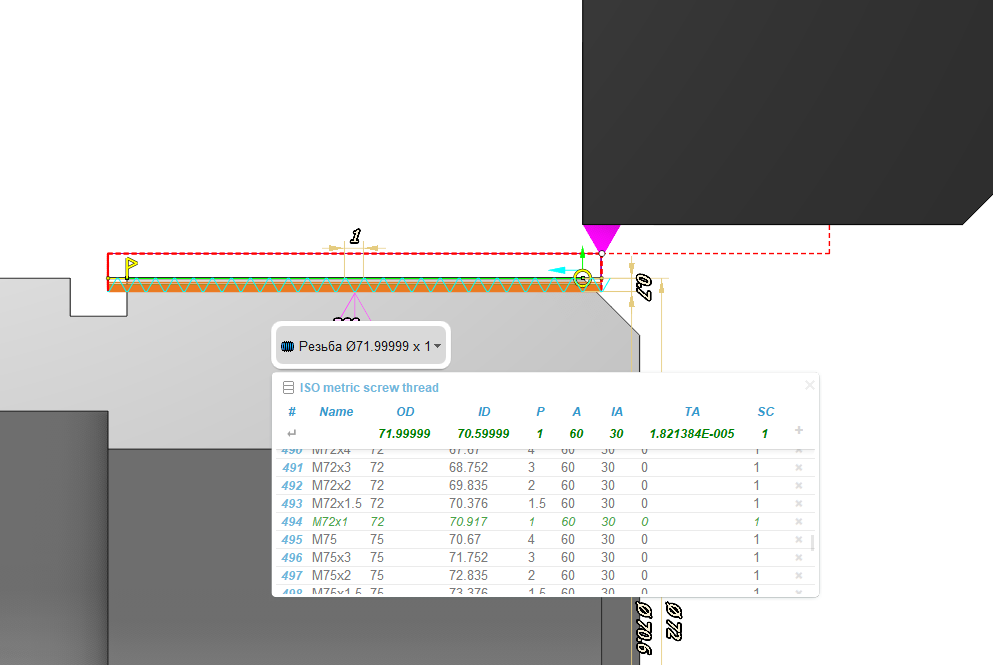
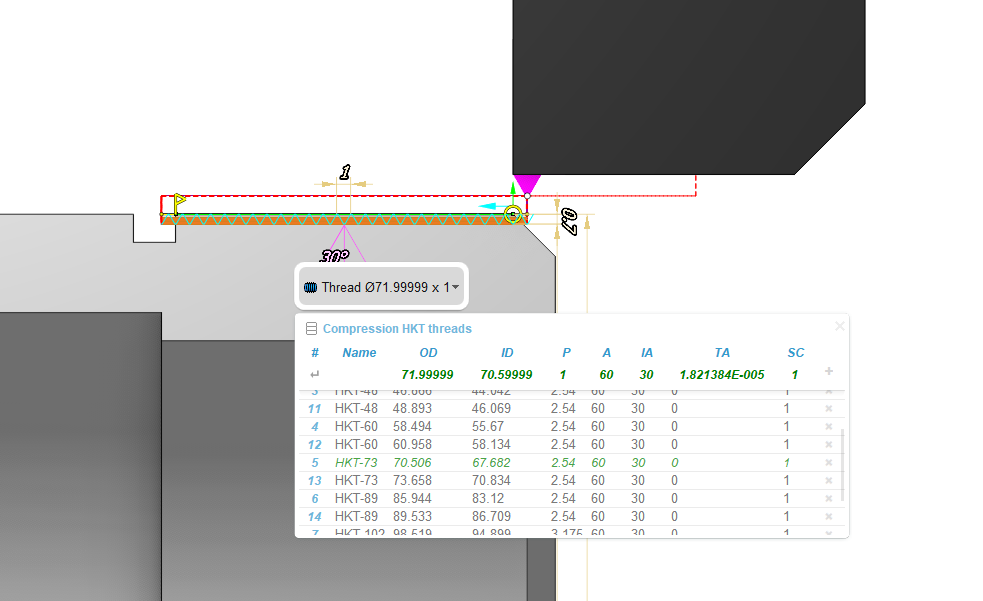
Libray de hilo. Seleccione los parámetros de hilo de la base de datos si los parámetros del hilo se ajustan a los estándares. No hay necesidad de introducir todos los parámetros manualmente. Simplemente establezca el tipo de hilo y seleccione su designación en la lista desplegable. La base de datos completará automáticamente los parámetros restantes con valores estándar. Puede acceder a la tabla de parámetros de hilo desde la Asignación de puestos de trabajo haciendo clic en el perfil del hilo con el botón izquierdo del ratón. Barra de acción emergente con el nombre del hilo, que aparece al seleccionar el elemento de ciclo, permite abrir la tabla de hilos rápidamente y seleccionar uno de los hilos estándar. La lista de hilos se puede modificar en este panel intuitivamente.
La operación con tipos de rosca estándar sigue siendo idéntica en ambos casos:
Nombre simbólicoEs sólo una designación simbólica opcional del tipo y tamaño de hilo, por ejemplo, M10. Puede usarlo para buscar rápidamente el hilo en la tabla de hilos. Puede introducir su propia designación para hilos no estándar.
Pitch de hilo. La distancia entre los puntos idénticos adyacentes del perfil de hilo en el una línea helicoidal. Especifique el paso del hilo en unidades de longitud o como el número de hilos por unidad de longitud.
Profundidad. Define la altura del perfil del hilo (diferencia entre los diámetros exterior e interior). Este valor debe tener valor positivo.
Ángulo de discusión. Especifica t ángulo entre dos lados adyacentes del perfil de ranura.

Ángulo de inclinación. Especifica la inclinación de un lado del perfil de la ranura del hilo en relación con la vertical.

Los Ángulo de discusión y Ángulo de inclinación los parámetros definen el ángulo de caída de la herramienta en cada paso. si el modo de inmersión es Flanco o Flanco alternativo. El perfil de rosca formado durante el mecanizado depende en gran medida de la forma y posición de la herramienta. Formulario de discusión página se utilizan para el cálculo del camino de herramientas, pero no se sincronizan con la orientación de la herramienta, por lo que es esencial para monitorizar las propiedades de la herramienta especificadas en el Herramienta ficha.
Chamfer. La herramienta sale de la pieza al final de la carrera de corte. garantiza una terminación precisa de la superficie de rosca de rosca si no hay ranura de salida para la herramienta de corte en el lado pertinente de la rosca.
Auto por retractarse. El sistema define la salida de la herramienta utilizando segmentos de salida que establecen interactivamente en la interfaz gráfica de la Asignación de puestos de trabajo ficha.
Longitud. Especifica la longitud de la salida del hilo en unidades de longitud.
% de plomo. Especifica la longitud de la salida del hilo como el porcentaje de la Pitch de hilo.
Ángulo. Especifica el ángulo de la sección de salida en relación con la horizontal.
Número de inicios. La especificación de dos o más inicios da como resultado el corte de un hilo multi-start. Varios tipos de ciclo usan Número de inicios diferentes. En ISO G76 los números de inicios se envían al ciclo como parámetro. Pero algunas máquinas no tienen este parámetro en ciclo. En este caso es posible crear hilos multistart haciendo el mismo ciclo con otro Ángulo de inicio del husillo valor de parámetro. Otra forma es usando ISO G92 o ISO G32/33. En este caso la operación genera automáticamente pases con diferentes ángulos de inicio del husillo.
Ángulo de inicio del husillo. Especifica el ángulo desde el eje X donde comienza el corte de la línea helicoidal del hilo.
Secuencia. Define el modo de inmersión para cada paso. Prácticamente el hilo se procesa por varios pases. Permite mejorar la calidad de la superficie y reducir la carga de la herramienta.
Radial. La dirección de inmersión es perpendicular al eje de rotación.

Flanco. La inmersión se hace a lo largo de un lado de la ranura del hilo.

Flanco alternativo. El enclavamiento se hace alternativamente a lo largo de los dos lados laterales de la ranura del hilo.

Flanco modificado. Plunge está hecho con ángulo, especificado en Ángulo parámetro.

Determine la profundidad del corte. Controla el método para ajustar las profundidades de corte. Cuando las profundidades de corte son iguales a través de diferentes capas, avanzar a la siguiente capa generalmente altera el área de material removido por la herramienta, y en consecuencia, cambia la carga de la herramienta. Para mantener una carga de herramienta consistente, se puede calcular la profundidad de corte basado en mantener el área de material cortado por la herramienta constante.
Equal Area. En este modo la profundidad de corte disminuye en cada nivel t o asegurar un área de eliminación constante de la capa .

Profundidad igual. La profundidad de corte es constante en cada capa.

Puede establecer el número de pases brutos especificando directamente su Número o indicando el Cuantía del primer corte.
Número de cortes. Especifique el conteo de pases de desbaste.
Cuantía del primer corte. Especifique la profundidad de corte para el primer paso.
Profundidad mínima del corte. Si la profundidad calculada en cualquier pase se convierte en menor que este valor, entonces se utilizará la profundidad de corte mínima.
Finalizar el conteo de pases. Especifique el número de pases de acabado. Generalmente, los pases de acabado tienen como objetivo mejorar la calidad de la superficie formada. En las operaciones de roscado, hay dos tipos de pases de acabado: el pase de acabado directo y el bruñido. Puede activar o desactivar el pase de acabado, pero siempre es uno, con su profundidad especificada en el campo correspondiente. Burnishing, a diferencia del pase de acabado, se realiza sin profundidad de corte y duplica efectivamente el camino de herramientas del pase anterior.
Finalizar la profundidad del paso. Define el stock de pase de acabado.
Compensación. Este parámetro controla el método de compensación de ancho de corte de salida.
Rodando por arcos.
El sistema redondea las esquinas externas del camino de herramientas por arcos con un radio igual al radio de la nariz de la herramienta. OD Roughing e ID Roughing operations. Ver más.