Ciclo de separación
.png)
El ciclo de torneado diseñado para hacer posible simplemente separar la pieza mecanizada lista de la pieza restante con el acabado simultáneo de la cara opuesta de una pieza. El contorno de trabajo se determina automáticamente como el lado máximo (izquierda o derecha) de la pieza desde el punto más alto hasta el más bajo de la pieza.
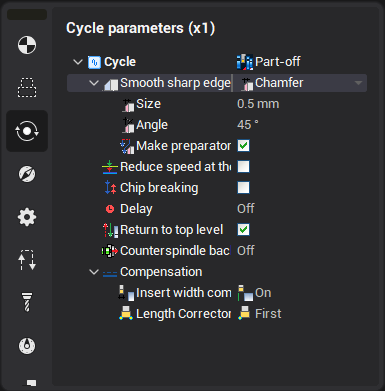
Puede definir los parámetros del chaflán o el redondeo para obtener un borde liso en la cara final de una parte lista. También es posible permitir la rotura de chips al separarse y retrasarse en la parte inferior o en cada pico.
Volver al nivel superior se puede desactivar si desea utilizar la herramienta actual como tapón para la barra expulsada de un alimentador.
Si se activa la compensación de ancho de inserción, puede añadir automáticamente ancho de herramienta a la coordenada axial de la cara de mecanizado.
Parámetro de retroceso del contrahusillo permite definir la distancia que el contrahusillo debe mover hacia atrás después de terminar el corte. El nombre del eje que hace movimientos axiales del contrahusillo debe determinarse aquí.
Véase también: