Mecanizado por contrahusillo
Área de aplicación:
Las contrahusillos permiten el mecanizado de piezas en fijación única, reduciendo el tiempo de ralentí y aumentando la precisión del mecanizado. Además, la presencia del contrahusillo elimina la necesidad de localizar herramientas. Hay centros de mecanizado con dos torretas de mecanizado además del contrahusillo. Estas máquinas optimizan el tiempo de ralentí y reemplazan virtualmente dos máquinas.
Las peculiaridades de trabajar con máquinas equipadas con un sub-husillo incluyen:
Las principales configuraciones del proyecto suelen incluir:
Lo que es necesario saber antes de desarrollar el proceso de mecanizado del contrahusillo:
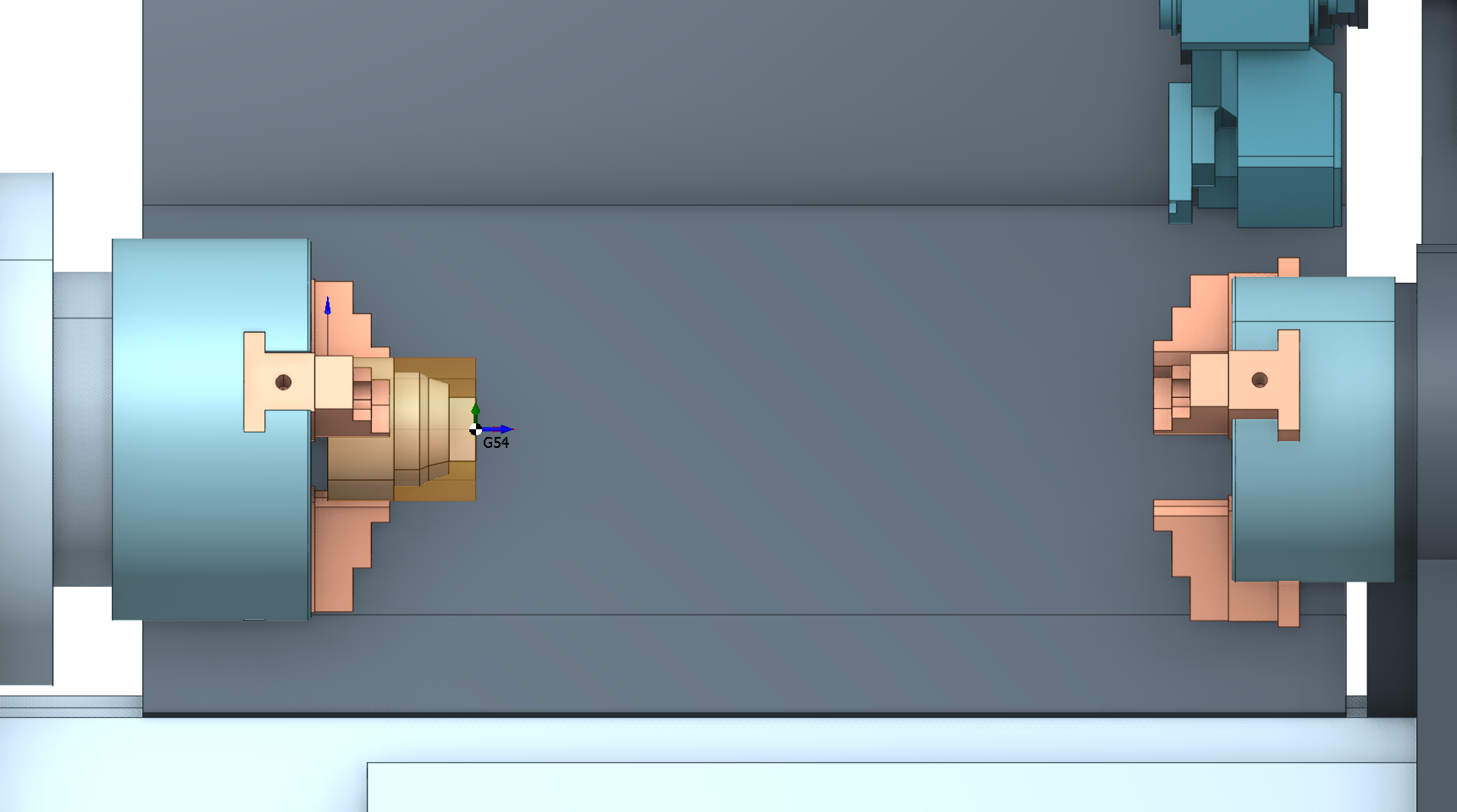
Husillo en el que se iniciará el mecanizado.
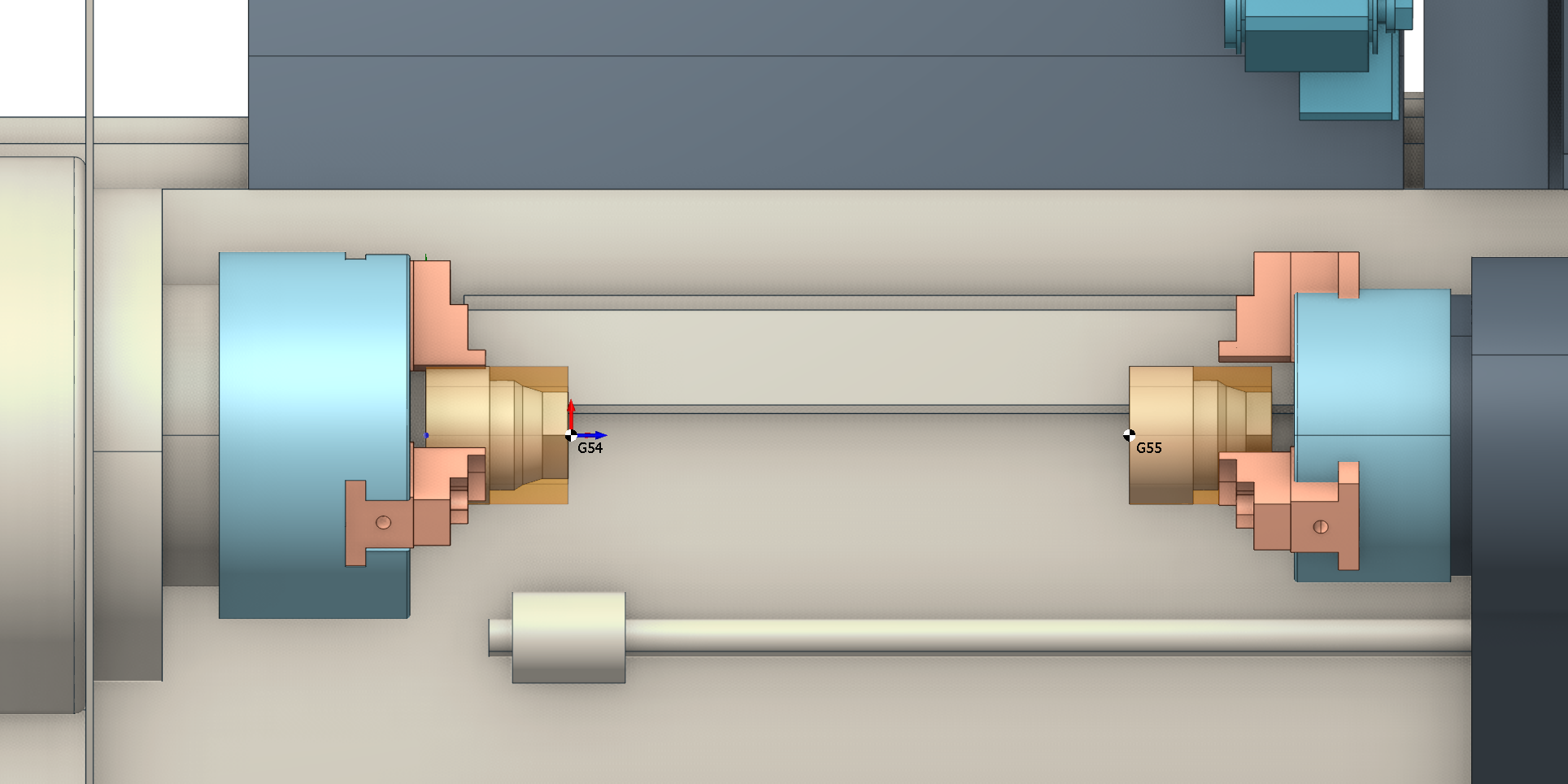
Sistema de coordenadas de pieza de trabajo (posición en la que se establecerá la pieza de trabajo). En las propiedades de este sistema de coordenadas lo especifican como <Sistema de coordenadas de máquina>, por ejemplo, G54. Se recomienda unir el sistema de coordenadas de pieza de trabajo al extremo no fijo de la pieza de trabajo.
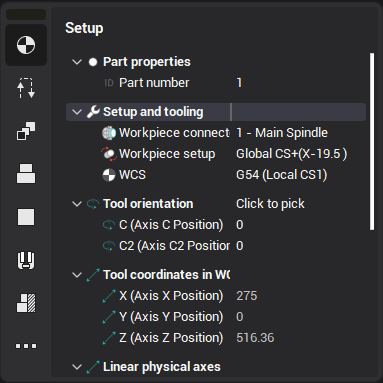
Primero crear la Etapa de configuración o Parte operación que define la posición inicial de la pieza de trabajo. Sistema de coordenadas de pieza y husillo donde se fija la pieza de trabajo se especifican en la pestaña <Setup> en la pestaña <Conector de pieza de trabajo>, campos <Configuración de piezas> y <WCS> respectivamente.
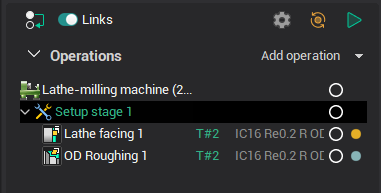
Después de definir la ubicación de la pieza de trabajo, se deben mecanizar los elementos de la pieza expuesta.
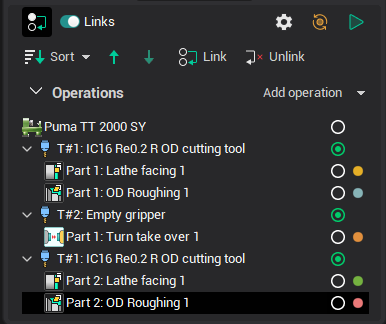
Tenga en cuenta: Para evitar errores en el husillo activo en las operaciones consiguientes, especifique <Frm el valor de la operación anterior> para el campo <Portapiezas actual> .
Flujo de trabajo en proyectos de fresado por torno
Para refijar la pieza de trabajo de un husillo a otro crear un Etapa o Parte operación. Para más información sobre los proyectos de múltiples partes ver Proyectos multipartes. Ver más
Para un proyecto de fresado por torno, los siguientes escenarios son típicos:
Configuración 1 - Configuración 2. Transferencia de la pieza de trabajo de la configuración 1 a la configuración 2 para operaciones de mecanizado adicionales como fresado o taladrado.
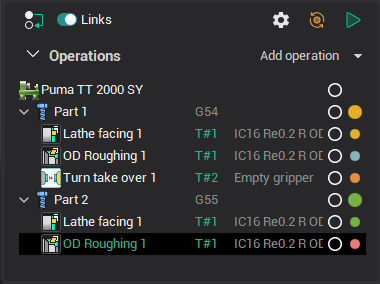
Parte 1 - Parte 2. Mecanizado de dos partes diferentes (Parte 1 y Parte 2) en la misma máquina, posiblemente con diferentes operaciones y herramientas, para crear componentes complejos o adyacentes.
Después de la refijación crear operaciones para mecanizar las superficies del resto. Las operaciones pueden ser torno o fresado. Estos escenarios reflejan la flexibilidad y multifuncionalidad de las máquinas de fresado del torno, permitiendo que varias operaciones de mecanizado se realicen en el mismo equipo.
Mover parte.
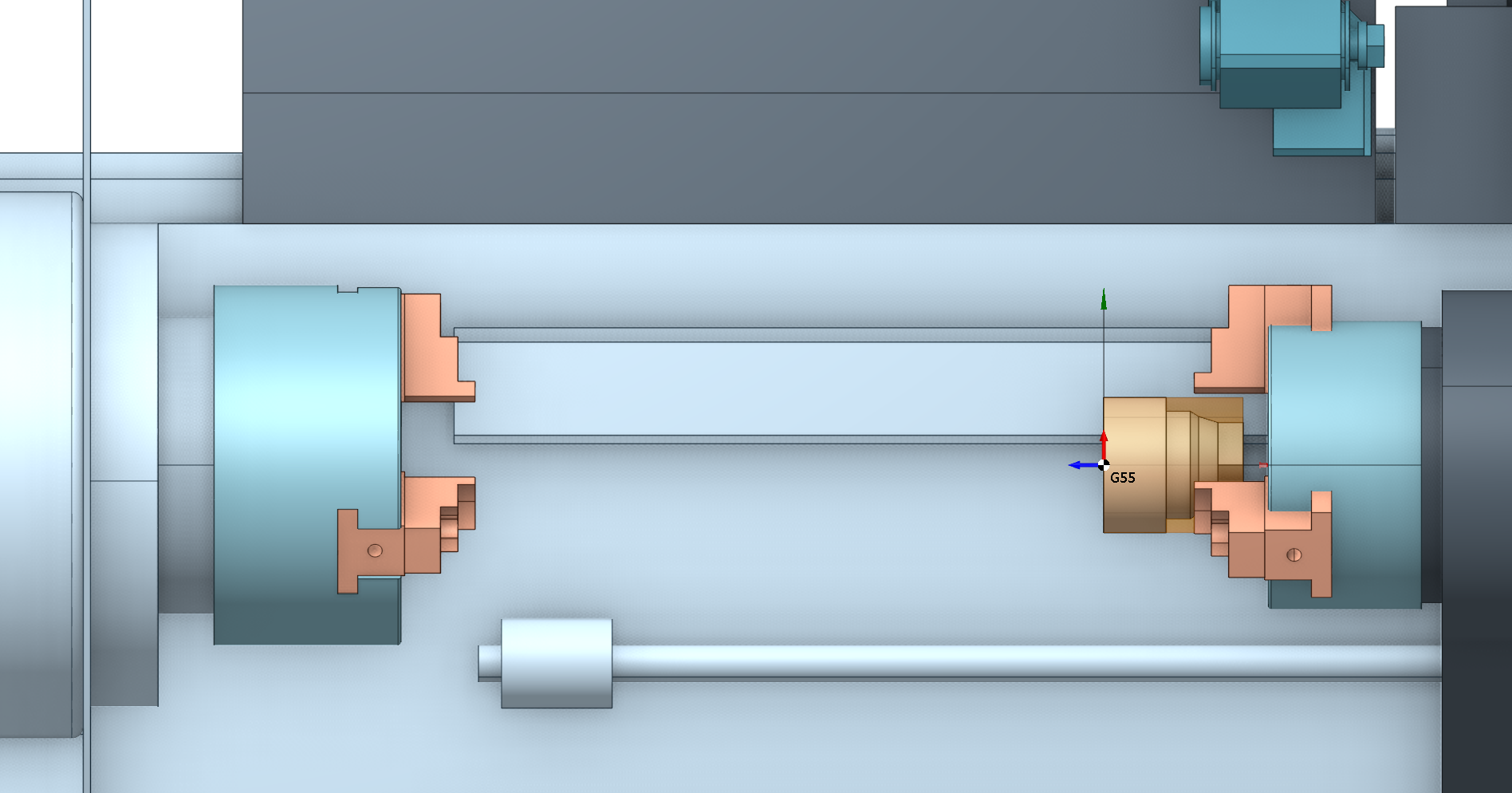
Para simular la transferencia de la pieza desde el eje principal a la contrahusillo se puede utilizar el Date la vuelta. operación. Ver más
Si el proyecto involucra varias partes, no olvides usar Secuenciación y enlaces para llevar esta operación al final del proceso de fabricación. Date la vuelta. operación implica que, antes del comando de manipulación de la pieza de trabajo, se ha producido una expulsión de la pieza de trabajo del husillo en la que se pretende asegurar una nueva pieza de trabajo.
Véase también: