Estrategia de operaciones de EDM y Jet cutting 4D
La modificación de los muchos parámetros disponibles para la estrategia de mecanizado se realiza en la ventana <Parámetros> –> <Estrategia>. A esta ventana se accede haciendo clic en el botón <Parámetros> que se encuentra en el modo <Machining>. En la pestaña <Estrategia> hay muchos paneles con campos de entrada e imágenes explicativas. La composición de estos paneles está determinada por el tipo de operación actual.
La operación de mecanizado EDM de alambre de contornos incluye el siguiente conjunto de parámetros:
<Tipo de compensación> – determina la forma en que el desplazamiento del alambre se realiza en un contorno dado.
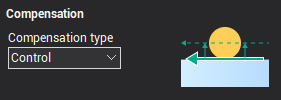
Se dispone de los siguientes tipos de compensación:
<Computer> – el propio sistema calcula el camino del alambre corregido y los códigos para permitir la compensación no son salida en el código G. En los registros responsables de la compensación, los valores de la compensación no se añaden.
<Control> – el sistema sale en el código G los códigos para permitir la compensación, y no compensa el alambre. Los registros responsables del valor de la compensación, registrar los valores de la compensación para cada pase. La compensación se calcula por el control CNC.
<Ambos> – el sistema sale en el código G el camino de herramientas con la provisión de compensaciones ya, pero en el código G son códigos de salida permiten la compensación también. Los registros que son responsables del valor de la compensación no se llenan.
<Reverse Both> – la corrección se calcula de manera similar en el régimen <Both>, pero la dirección de la compensación cambia al contrario.
<Off> – no se producen los valores de desplazamiento de alambre introducidos para el contorno. Los códigos de compensación en el código G no son de salida. Los registros que son responsables de la cantidad del sistema de compensación no se utilizan.
El valor de la compensación por cada pase se define como un <Valor de compensación>, en la pestaña <Feeds/Speeds>, más el valor de stock de la operación. Para los tipos de compensación <Computer>, <Both> y <Reverse Both> el valor se utiliza para construir una ruta equidistante, y para el tipo <Control> el valor se introduce en el registro con un número igual al <Código de compensación>, especificado para el pase correspondiente en la pestaña <Feeds/Speeds> .
La dirección de la compensación se puede establecer para cada contorno individualmente dentro de la <Asignación de puestos de trabajo> de una operación.
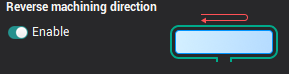
<Dirección de mecanizado inversa> – si activa esta opción, el sistema elegirá la dirección para el pase, que proporciona la longitud más pequeña del camino de herramientas. Si la opción está desactivada, entonces la dirección del paso siempre corresponderá a la especificada en el <Asignación de puestos de trabajo> para el contorno.
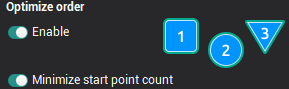
<Optimizar orden> – esta estrategia determina el orden de contornos pasa cuando la asignación de trabajo tiene más de un contorno. La longitud de las transiciones entre los contornos será mínima si la opción <Optimizar orden> está activada. Si esta opción está deshabilitada, entonces el orden de los pases sería consistente con el orden de los contornos en el <Asignación de puestos de trabajo>.
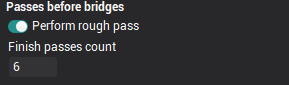
<Passes antes de puentes> este panel determina el número de pases que se realizarán para cada contorno de la asignación de trabajo, para recortar puentes. Si la formación de los puentes está deshabilitada, estos parámetros determinan el número total de pases para cada contorno. Si se incluye la opción <Performar paso en bruto>, entonces se ejecutará un pase en bruto para cada contorno, así como el número de pases tal como se define en el campo <Finish pass count> . Cuando se apaga esta opción, no se realizan cortes en bruto y acabados para recortar los puentes. Secuencia aproximada de pases, dependiendo de los parámetros establecidos en <Finish pass count> .Muestra la lista de pases>.
<Puentes>. En algunos casos, por ejemplo, si la asignación de trabajo es una serie de contornos cerrados, el paso de los detalles del contorno completo puede conducir a una deposición indeseable de partes de la pieza de trabajo. El sistema proporciona un conjunto de parámetros que permiten mantener las secciones especiales sin mecanizado en la pieza de trabajo, estos se llaman puentes. Cuando el alambre se acerca a tales zonas, el sistema se puede añadir un <Detener la posición de comando>, para permitir pasos adicionales para fijar ciertas partes de la pieza, entonces los puentes se pueden recortar automáticamente. La ubicación de los puentes se puede especificar para cada contorno individualmente en el <Asignación de puestos de trabajo> sección. En la sección <Bridges> es posible configurar el número de pases para cortar puentes, el número de pases para limpiar el contorno después de cortar los puentes, y los parámetros que determinan la secuencia de estos pases. Si el <Enabled> no está seleccionado, entonces no se cortan puentes y no hay corte limpio después de cortar puentes, por lo tanto, todos los campos del panel no están disponibles.
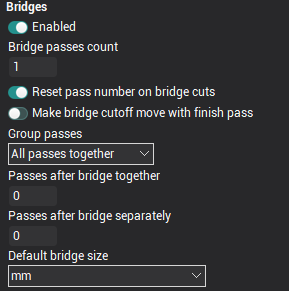
El campo <Bridge pass count> establece el número de pases que se realizarán para cada corte de puente en cada contorno. W En la opción <Reset pass number on bridge shorts> está activada, a continuación, las tasas de conteo de los pases que definen las condiciones de corte para los movimientos de corte del puente se restablecen al valor de inicio, es decir, desde el valor que se establece en la pestaña <Feeds/Speeds> en la pestaña <Iniciar paso #> campo, de lo contrario, las tasas de conteo de los pases de corte del puente continuarán. Por ejemplo: si el último paso de contorno antes del corte del puente era #2, el primer paso de corte del puente sería #3 y el siguiente #4 etc.
Si la opción <Make bridge сutoff move with finish pass> está activada, entonces el puente(s) se cortará en el pase final seguido por el movimiento de salida, entonces, si el número de pases del puente es mayor que uno, se realizarán los cortes posteriores del puente. Si <Make bridge сutoff move with finish pass> está desactivado, en el último paso de contorno, el movimiento de salida del puente se realizará dejando el puente, y entonces el movimiento de corte del puente se preformará.
Los campos <Passes después del puente juntos> y <Passes después del puente por separado> juntos determinan el número de pasadas de acabado después del corte del puente que se llevará a cabo a lo largo de la longitud de cada contorno como un pase de 'limpieza'. La diferencia entre estas dos opciones sólo se ve afectada si hay más de 1 característica de contorno. Se muestran secuencias de ejemplo para ambos tipos de pasadas finales en las siguientes imágenes:
|
La secuencia de ejecución de los pasajes "juntos": |
La secuencia de ejecución de "separar" pasa: |
|
|
|
En el menú desplegable <Pases de grupo> Usted puede elegir la forma de agrupar diferentes tipos de pases para cuando se trabaja con varios contornos.Las siguientes opciones están disponibles:
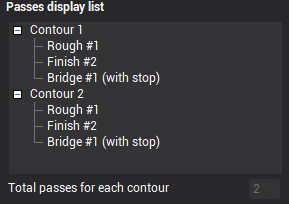
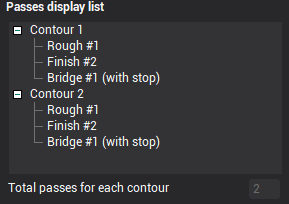
<Todos los pases juntos> – todos los pases de desbaste, los pases de corte de puente y los pases de acabado se realizan para cada contorno, sólo cuando se completa es el siguiente contorno iniciado.
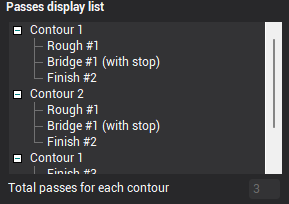
<Puentes y acabado juntos> – todos los pasos en bruto para todos los contornos se realizan, luego todos los pasos de corte y acabado del puente se realizan juntos para cada contorno.
<Rough, puentes y acabado por separado> – primero, todos los contornos pasa en bruto se ejecutan sin corte de puente, luego el corte de puente se realiza para todos los contornos sin acabado, y finalmente, se realizan los cortes de acabado para todos los contornos.
La secuencia aproximada de los pases, dependiendo de los parámetros seleccionados, se muestran en la lista <Passes>.
En la pestaña <Estrategia> para la operación Wire EDM hay muchas opciones disponibles para el mecanizado de contornos que controlan la manera y el orden de procesamiento de los contornos de la asignación de trabajo. Para comprender mejor el impacto de un parámetro particular en la secuencia de mecanizado, hay un panel de información disponible llamado < Lista de visualización de perfiles > . Cuando cambia un valor o parámetro que influye en el proceso de estrategia, esto también cambia el contenido de este panel de información. El área principal del panel toma la forma de visualización de tipo árbol de dos niveles. En este árbol, el nivel superior muestra los contornos, y el nivel inferior muestra los tipos y el número de pases que definen las condiciones de corte. En la parte inferior del panel hay una caja que muestra el número total de pases que se hacen para cada contorno utilizando la configuración actual.
Nota: El panel de información <Passes list> sólo muestra información y todos los campos son de sólo lectura. La modificación de la información mostrada sólo se puede hacer utilizando las opciones de parámetros que están disponibles en la ventana principal. La información mostrada en el panel es aproximada y puede no corresponder a la secuencia exacta del mecanizado, ya que su formación no tiene en cuenta la geometría real de los contornos que están en la asignación de tareas de operaciones. Por defecto, la lista siempre contiene dos contornos abstractos.
Nota: Al especificar el número de pases en la estrategia, éstos deben ser monitorizados de cerca para que el número de pases en el campo <Pases totales para cada contorno> coincida con el número de pases definidos para las condiciones de corte en el <Piensos/velocidad>tab. Si hay una discrepancia en el número de pases, entonces los contornos mecanizados pueden tener material restante al completarse.
<Stop command position>. Las opciones situadas en este panel permiten controlar la salida de las órdenes de parada en el código G para las pasadas de corte del puente. Las órdenes de parada sólo se emiten en el código G cuando se selecciona la opción <Enabled>. Los dos parámetros siguientes definen la hora de salida para el comando stop. La opción <Before bridges> permite el comando stop que será la salida después de que se mueva la aproximación del puente, antes de su corte. La opción <After bridge> permite el comando stop que será la salida después del corte del puente pero antes de que el lead out se mueva del punto final al punto de corte del cable. Estos parámetros funcionan de forma independiente, es decir, se pueden configurar simultáneamente.
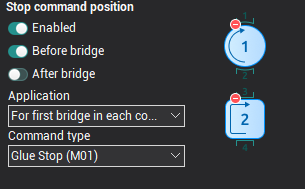
La lista desplegable <Application> determina cómo los puentes deben utilizar las paradas tecnológicas. Las opciones incluyen:
<Para cada puente> – comando de parada será la salida para el movimiento de corte del puente para cada puente especificado en la operación.
<Para el primer puente en cada contorno> – el comando stop será sólo para el primer puente de cada contorno.
<Para el primer puente en funcionamiento> – stop command output sólo al cortar el primer puente de la operación.
<Command type> este parámetro define un tipo específico de comando de parada de salida, y puede tomar uno de dos valores:
<Glue stop (M01)> – el stop "opcional" o "adicional" permite, en contraste con el comando de stop habitual (M00), cuando se selecciona el interruptor del panel de control CNC, permite al operador decidir si el proceso debe parar. Típicamente, este comando corresponde al código auxiliar <M01>.
<Stop (M00)> – este comando causa una interrupción incondicional de la ejecución del código G. Por lo general, corresponde al código auxiliar <M00>.
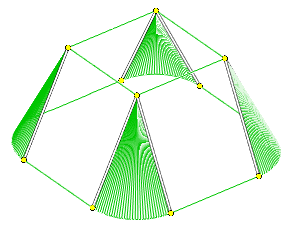
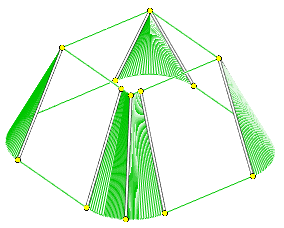
< Marcos degenerados correctos > esta característica está disponible en el <Contorneado EDM 4D> operación. A veces las partes de un contorno determinado pueden equivaler a una longitud de casi cero o cero. En el ejemplo siguiente, los arcos en la figura de la mano izquierda en el contorno inferior causan que la geometría en el contorno superior degenere a cero. A menudo un control CNC no puede manejar tales casos porque carecen de la información geométrica requerida en el marco degenerado para poder calcular, por ejemplo, una ruta de desplazamiento, por lo tanto, estos casos deben ser evitados. Esto se consigue bien especificando manualmente correspondencias en el asignación de tareasEn este último caso, el sistema detecta automáticamente en un contorno cualquier longitud muy pequeña y los "extiende" por una cantidad opcional, como se muestra en la figura de abajo a la derecha.
|
Contorno con marcos degenerados: |
Contorno con marco corregido: |
|
|
|
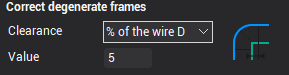
En la sección <Correct degenerate frames> puede activar o desactivar la función e introducir la cantidad en la que extender los elementos degenerados. En el menú desplegable <Limpieza> están disponibles los siguientes elementos:
<Off> – al seleccionar este elemento, los marcos degenerados de corrección están desactivados.
<Distancia> – esto permite la función. La cantidad fija de la extensión requerida se introduce en el campo <Valor>. El valor se refiere a las unidades seleccionadas actualmente (milímetros o pulgadas).
<% del cable D> – esto permite la función. La cantidad de la extensión requerida se introduce en el campo <Value> como porcentaje del diámetro actual del alambre. El valor se refiere a las unidades seleccionadas actualmente (milímetros o pulgadas).
Véase también: