Mecanizado EDM de alambre
El principal principio de corte de alambre EDM es la aplicación de descargas eléctricas (parrillas) en una parte, que se generan como resultado de la corriente pulsante que pasa entre un cable cargado y la pieza de trabajo (electrodos) en una frecuencia que va desde 50 hercios a cientos de kilohercios. La pieza de trabajo y el alambre están separados por un líquido dieléctrico. Como resultado de las descargas eléctricas, las micropartículas se eliminan del alambre y la pieza de trabajo y se transportan de la brecha de chispas por la corriente de dieléctricos. Además, el dieléctrico es un catalizador de descomposición, bajo la alta temperatura de una descarga, el líquido dieléctrico se gasifica alrededor de la brecha de chispas y estos vapores que no pueden escapar inmediatamente causan una 'micro explosión' complementaria.
Desde el punto de vista de la química física, las altas temperaturas térmicas destruyen la retícula de cristal de la pieza, y los iones metálicos pierden contacto con la superficie. Cuando se ven, este proceso parece que el alambre cargado está erosionando el metal y lentamente se hunde en la pieza. El alambre de latón crea una abertura en la pieza de trabajo que crea el contorno requerido.
El mecanizado EDM de alambre se utiliza cuando el mecanizado tradicional es difícil o antieconómico debido al desperdicio o a metales difíciles de mecanizar (endurecidos).
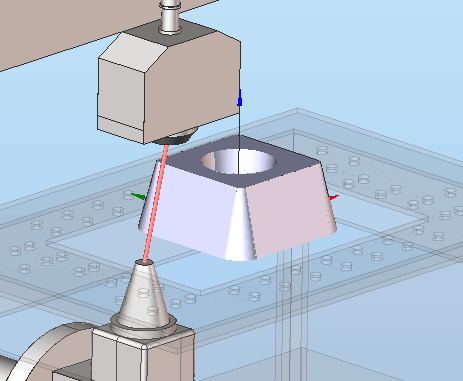
Las máquinas CNC Wire EDM se utilizan para cortar chapas de metales por electroerosión. Las máquinas están disponibles con 2 o 4 ejes que pueden cortar contornos curvilineales con lados verticales o cónicos.
El sistema CAM puede crear programas NC para máquinas EDM de alambre con 2 o 4 ejes:
Las operaciones de contorneado se utilizan para la generación de rutas de alambre utilizando un contorno 2D para contorneado de 2 ejes o simultáneamente a lo largo de dos contornos: superior e inferior, para contorneado de 4 ejes. es posible procesar varios contornos en una operación. La lista de contornos que se requieren para el mecanizado se seleccionan en el <Asignación de puestos de trabajo>. En la asignación de trabajo, el usuario también puede especificar la dirección de mecanizado requerida. La dirección de compensación se calcula automáticamente dependiendo del tipo de contorno y la dirección de mecanizado. Para cada contorno es posible definir puntos de inicio y parada para el mecanizado, puntos de carga y parte de alambre y ángulos de proyecto, etc.
Para los puntos de inicio y final de cada contorno, es posible crear movimientos de aproximación y retracción adicionales. El uso de estos movimientos adicionales ayuda a asegurar el mecanizado correcto de los puntos de inicio y final. Los métodos de aproximación y retracción y sus parámetros se definen en el <Plomo In/Lead Out> página de la ventana de parámetros de operación.
Para asegurar un buen acabado superficial, a veces es necesario hacer varios pasos a lo largo del contorno. El sistema CAM permite varios métodos diferentes para estos pasos: áspero, acabado, puentes, corte, etc. Habilitar e inhabilitar estos pasos y definir sus parámetros adicionales se hacen en el <Estrategia> página en la ventana de parámetros de operación. Hay varias opciones disponibles para este propósito: dirección de ruta optimizada, tipo de compensación seleccionado, etc.
Los sistemas NC de Wire EDM más modernos permiten la carga en el CNC-control de una tabla de modos de corte predeterminados para cada paso a lo largo de un contorno. Durante el proceso de mecanizado uno de estos juegos de mesa se selecciona mediante la inclusión en el código g una instrucción especial para ese modo de corte. Sistema CAM soporta este método para la asignación del modo de corte en operaciones de Wire EDM. Modificación de estas tablas de condiciones de mecanizado se hace en el <Piensos/velocidad> página en la ventana de parámetros de operación. En esta página es posible editar las condiciones de mecanizado para cada paso, incluyendo el valor de desplazamiento de alambre y varios otros parámetros: la altura y el material de la pieza de trabajo, el diámetro y el material del alambre, y el acabado de superficie requerido. Las tablas de condiciones de mecanizado pueden seleccionarse de bibliotecas de tecnología de mecanizado o definirse manualmente en cada operación. Trabajar con bibliotecas de tecnología de mecanizado se lleva a cabo en la misma ventana en una sola pestaña.
Las propiedades específicas para cada operación se definen en la página <Parámetros> de la ventana de parámetros de operación. En consecuencia, esta ventana se ve diferente para <Contorneado EDM 2d de alambre> y <Contorneado EDM 4d>.
Al mecanizar la pieza con elementos repetidos (agujeros del mismo tipo, ranuras, etc.) es recomendable utilizar <Transformación>, lo que reduce el tiempo de cálculo y el tiempo necesario para la depuración de datos NC. La función está disponible en la ventana de parámetros de operación.
Véase también:
Asignación de tareas de operaciones de mecanizado de alambre EDM
Condiciones de mecanizado de las operaciones de mecanizado de alambre EDM
Aproximaciones/retornos de las operaciones de mecanizado de alambre EDM
Estrategia de operaciones de mecanizado de alambre EDM