Contorneado EDM 4d
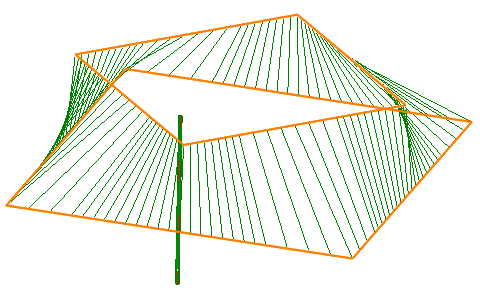
La operación <Wire EDM 4d Contouring> está diseñada para la generación de rutas de alambre a lo largo de dos contornos planos simultáneamente. Uno de estos contornos mueve la guía inferior de la máquina EDM de alambre, para decirlo con mayor precisión - mueve el plano de contorno de trabajo (XY). El segundo contorno mueve la guía superior de la máquina EDM de alambre - el contorno principal (UV). Así, en funcionamiento los extremos superior e inferior del alambre pueden moverse en diferentes rutas.
Las opciones específicas para cada operación se definen en la ventana de parámetros de operación de la página < Parámetros > .
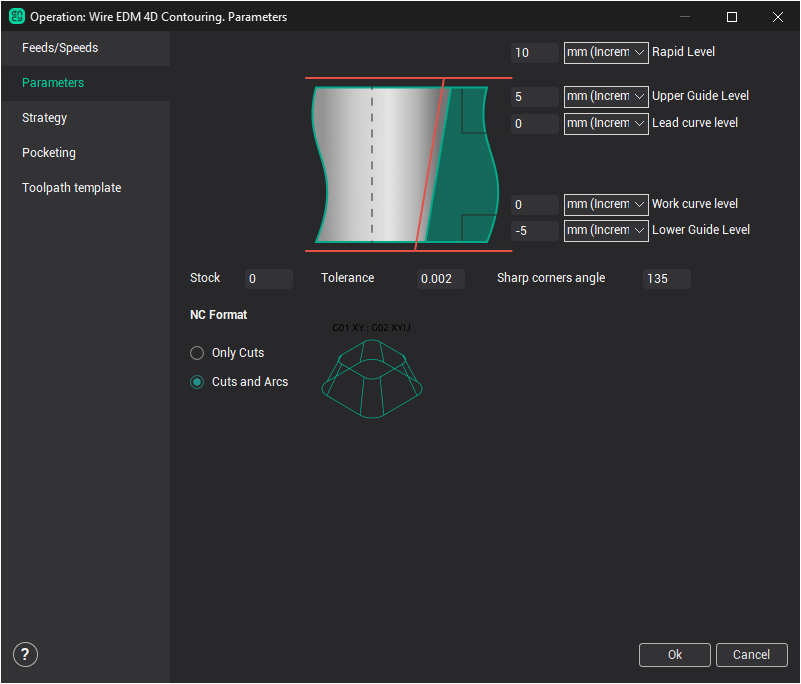
Hay disponibles las siguientes propiedades de operación:
< Niveles de trabajo>:
<Rapid Level> – define el nivel Z donde se realizan los movimientos rápidos. Debe colocarse sobre todos los niveles de trabajo para que los movimientos rápidos se realicen a una altura que esté libre de accesorios, etc.
<Upper Guide Level> – define el nivel Z para la guía superior de la máquina EDM de alambre.
<Lead curve level> – define el nivel Z del contorno superior (UV).
<Nivel de curva de trabajo> – Usualmente el nivel Z del contorno de trabajo (programa).
<Nivel de guía inferior> – define el nivel Z para la guía inferior de la máquina EDM de alambre
<Stock> – valor del stock adicional que se va a utilizar para todos los contornos en operación. El método de cálculo del valor depende del < seleccionadoTipo de compensación> de la página <Estrategia>. Valor de compensación por cada pase es la suma de <Valor de compensación> desde la página <Feeds/Speeds> y el valor <Stock>. El sistema creará una curva equidistante basada en este valor en el <Computadora>, <Ambas cosas.> y <Invierta ambas cosas> tipos de compensación. En <Control> escribir el valor se colocará en el registro con el <Código de compensación> número de la página <Feeds/Speeds> .
<Tolerance> es una tolerancia de cálculo que define la desviación máxima de los alambres de la ruta aproximada del ideal. Si la tolerancia se establece demasiado alto, entonces el tiempo de cálculo podría ser excesivo, a la inversa, si la tolerancia se establece demasiado bajo, entonces pueden empezar a aparecer gomas inaceptables en la parte.
<NC Format> – en este panel se puede seleccionar uno de los dos formatos para el código G:
<Only Lines> – todos los arcos en los contornos de origen se aproximarán a segmentos lineales (<Lines>). El código G contendrá sólo movimientos lineales. Los bloques NC en este caso simultáneamente contienen coordenadas del contorno inferior (X, Y) y el contorno superior (U, V). El bloque NC se verá de la siguiente manera:
G01 X65.852 Y-89.422 U-3.902 V19.616
<Líneas y Arcos> – El código G puede contener segmentos lineales y arcos. Usualmente el bloque NC en este formato consta de dos partes, que están separadas por dos puntos. En la parte izquierda del bloque están los movimientos para el contorno inferior y en una derecha están los movimientos para el contorno superior. El bloque NC se verá como la siguiente manera:
G03 X60. Y90. I-30. J0. : G03 X60. Y70. I-10. J0.
Véase también: