Mecanizado de tareas múltiples
Las multitareas (MTM) permiten trabajar con pocas herramientas simultáneamente. MTM puede ser muy diferente. Por ejemplo, un centro de torneado multitarea tiene pocos husillos o/y cabezas de torreta dentro de una carcasa. A veces una máquina multitarea es dos o más máquinas idénticas que trabajan bajo una sola pieza.
|
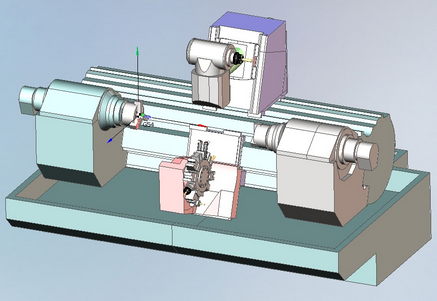
centro de torneado multitarea |
|
|
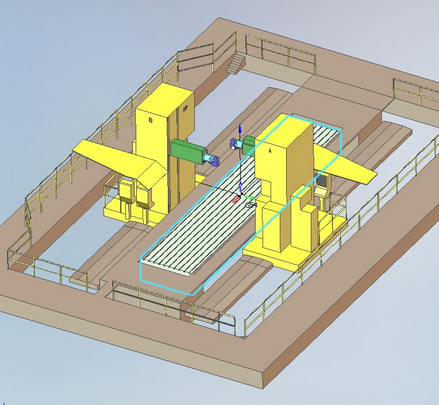
fresador multitarea |
|
|
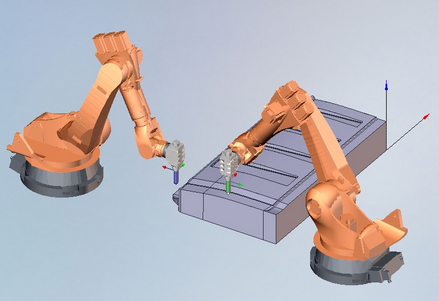
dos robots, trabajando juntos |
|
Con el mecanizado multitarea cada herramienta es controlada por su propio programa. Este programa se llama como canal de control. Así que la máquina multitarea tiene más de un canal. En algún momento la tarea de programa de máquina multitarea se puede presentar como una creación de los proyectos separados no relacionados para cada canal. Este enfoque simplificado es inaceptable si debemos considerar los resultados de un canal en otro, o si los canales trabajan juntos en un lugar.
El sistema CAM ofrece la posibilidad de programar máquinas multicanal. Para activar estas características es necesario cargar el esquema cinemático de la máquina multicanal. El paquete estándar tiene el esquema para el centro de fresado multicanal Índice G160 y el esquema para el fresador doble FPT. Es suficiente para probar el sistema CAM. Comuníquese con su distribuidor si necesita el esquema de su propio equipo.
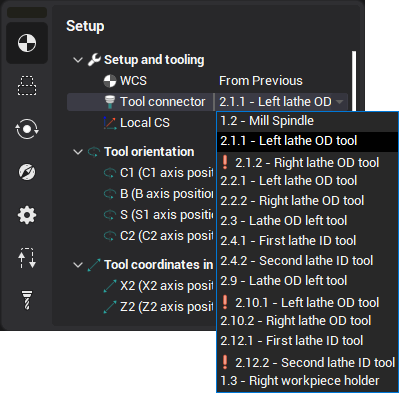
En la página "Tecnología" el proceso de programación de la máquina multicanal es el mismo que el proceso de programación de la máquina de un solo canal. El usuario tiene que entender que la definición del portaherramientas de operación define el canal de mecanizado. El usuario tiene que pensar en el tiempo de mecanizado igual para cada canal.
En la página "Simulación" para las máquinas multitarea hay el botón para elegir el modo de simulación:
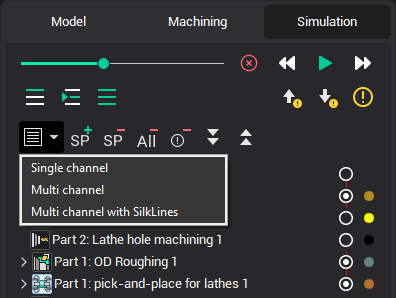
En el modo de canal único la simulación se realiza en funcionamiento en serie por operación. Es este modo que es cómodo analizar la ruta de la herramienta de una operación separada sin preocuparse por otros canales.
En modo multicanal la simulación se ejecuta simultáneamente en cada canal como se ejecutará en el equipo real. Es este modo que es cómodo comprobar las colisiones con el cuidado de los movimientos en todos los canales. Las colisiones detectadas se pueden eliminar mediante la adición de puntos de sincronización.
El modo multicanal con líneas Silk es cómodo para añadir, eliminar y editar los puntos de sincronización.
Sincronizar puntos
El punto de sincronización suspende la ejecución de un canal hasta que otro canal llegue al determinado bloque. En muchos CNC los puntos de sincronización están codificados por códigos M. Así que si el M500 significa el punto de sincronización, debe estar escrito en más de 1 canal. El canal que llega M500 primero, suspenderá la ejecución y esperará hasta que otro canal llegue al mismo punto de sincronización. Después de que los dos canales comiencen a ejecutar los siguientes comandos juntos.
Los siguientes botones se utilizan para insertar o eliminar los puntos de sincronización en el sistema CAM.
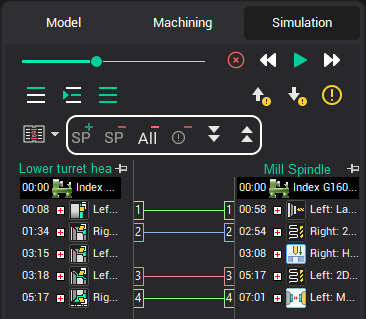
Para añadir el punto de sincronización, elija los comandos que tienen que empezar juntos en cada canal y pulse el botón "Añadir punto de sincronización". El "WAIT" se insertará antes de los comandos seleccionados. En el canal, donde el tiempo estimado hasta el punto es menor, el WAIT se escribirá en rojo y el tiempo de espera se escribirá en tirantes.
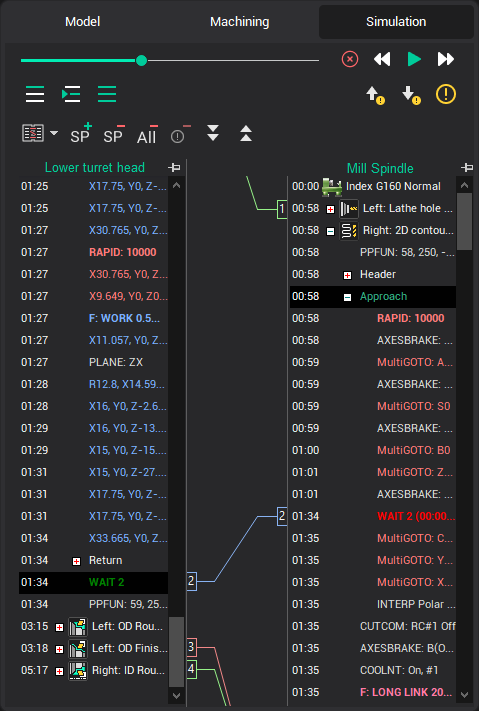
La lista de puntos de sincronización es el atributo de un proyecto, no el atributo de operación. Da la posibilidad de restaurar los puntos de sincronización después del nuevo cálculo de la ruta de la herramienta. La restauración se basa en la información sobre la posición de la máquina. Así que el punto se restaurará correctamente después de que la velocidad de alimentación cambie o después de que la tolerancia de aproximación cambie o después de otros cambios, que no afectan demasiado a la ruta de la herramienta. si la ruta de la herramienta se cambió demasiado, entonces recomendamos reinsertar los puntos de sincronización.
Para eliminar el punto de sincronización es necesario elegir el comando "WAIT" en cualquier canal y haga clic en el botón "Borrar punto de sincronización".
Si alguna operación fue eliminada, deshabilitada o movida después de la inserción de puntos de sincronización, entonces la situación es posible cuando un punto de sincronización no puede ser restaurado en cada canal. Estos puntos están marcados como "inválidos". Todos los puntos de sincronización no válidos pueden ser eliminados por el botón "Borrar puntos de sincronización no válidos".
Para eliminar todos los puntos de sincronización utilice el botón "Borrar todos los puntos de sincronización".
Ver ejemplo de MTM usando en YouTube: