Tipos de ciclo de empuje
El camino de herramientas de las operaciones de roscado se puede generar utilizando varios formatos de salida. Consideramos cada uno de ellos por separado.
El ciclo de roscas multipass (ISO G76) le permite utilizar un único marco del programa NC para establecer todos los parámetros necesarios para que la máquina haga un hilo de forma estándar. La profundidad requerida se alcanza automáticamente generando varios pases. Entre los parámetros del ciclo hay coordenadas de punto de inicio y final, ángulo de contracción (para hilos de contracción), tamaño de bisagra para la herramienta, ángulos de perfil, profundidad de rosca, recuento de pases, estrategia de inmersión y otros. Vea documentación de control NC para más información.
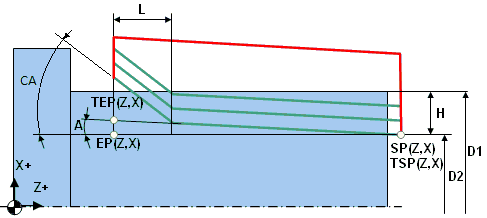
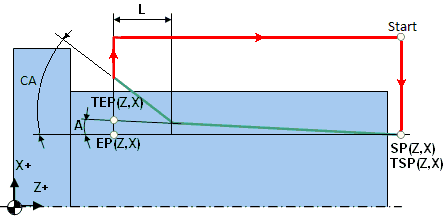
G01 X70 Z5.0 F1.0 M08 (Approach to start point)G01 X70 Z5.0 F1.0 M08 (Approach to start point)G76 P010060 G76 X57.4 Z-24.0 P1.3 Q0.35 F2.0 (Calling G76 multipass thread cycle) G00 X200.0 Z150.0 M09 (Retract) El ciclo de hilo de paso único ISO G92 (puede ser G92, G78, G21 y otros en diferentes controles NC) genera un conjunto cerrado de movimientos para un paso de roscado. La imagen siguiente muestra el esquema de procesamiento. Antes de llamar a esta herramienta de ciclo se encuentra en el punto de inicio. El ciclo se llama por un marco de programa NC, define el punto de inicio del hilo, el paso, el tamaño del cónico, el tamaño del chaflán y otros. Como resultado de este marco, la herramienta va desde el punto de inicio hasta el punto TSP, el hilo hasta el punto TEP y vuelve al punto de inicio. Por lo general, el hilo se procesa por varios pasos, por lo que el programa NC consiste en varias llamadas de ciclo con varios diámetros de rosca.
X60.0 Z20.0 M08 G01 Z10.0 F1.0 (Approach to Start point)G92 X29.4 Z-52.0 F2.0 (Calling cycle for one threading pass)X28.9 (Modal calling G92 cycle with another diameter value)X28.5 (Modal calling G92 cycle with another diameter value) X28.1 (Modal calling G92 cycle with another diameter value)X27.8 (Modal calling G92 cycle with another diameter value)X27.56 (Modal calling G92 cycle with another diameter value)X27.36 (Modal calling G92 cycle with another diameter value)X27.26 (Modal calling G92 cycle with another diameter value)G00 X200.0Z150.0M09 (Retract)El mecanizado de roscas avanzado (expandido) se procesa utilizando ISO G32/G33 (puede ser diferente en varias máquinas). Este comando activa el modo de roscado continuo cilíndrico, cónico o facial con paso constante. En este modo se activa la sincronización entre el movimiento de la herramienta y la rotación del husillo. Todos los movimientos de la herramienta se procesarán en modo de rosca hasta que se detecte el comando de conmutación de la interpolación o el camino rápido de la herramienta. Si la herramienta se mueve paralela al eje de rotación del husillo, se formará un hilo cilíndrico. Si la herramienta se mueve simultáneamente tanto paralelo como perpendicular al eje de rotación del husillo, se formará un hilo de conexión. Es posible formar un hilo de rosca facial especial, si la herramienta se mueve perpendicularmente al eje de rotación del husillo.
El comando G32/G33 no genera ningún movimiento, por lo que todos los movimientos de herramientas de trabajo, aproximaciones, retractaciones, transiciones a las próximas pasadas deben programarse directamente en el programa NC. Se puede utilizar tanto para hilos de forma estándar como para hilos de forma libre.
G00 X60.0 Z10.0 M08 (Approach to Start point) G00 X29.4 (Approach to start of pass 1)G32 Z-52.0 F2.0 (Threading synchronized with spindle)G00 X60.0 (Return to Start)Z10.0 X28.9 (Approach to start of pass 2)G32 Z-52.0 (Threading synchronized with spindle)G00 X60.0 (Return to Start)Z10.0 X28.5 (Approach to start of pass 3)G32 Z-52.0 (Threading synchronized with spindle)G00 X60.0 (Return to Start)Z10.0 X28.1 (Approach to start of pass 4)G32 Z-52.0 (Threading synchronized with spindle)G00 X60.0 (Return to Start)Z10.0 X27.8 (Approach to start of pass 5)G32 Z-52.0 (Threading synchronized with spindle)G00 X60.0 (Return to Start)Z10.0 X27.56 (Approach to start of pass 6) G32 Z-52.0 (Threading synchronized with spindle)G00 X60.0 (Return to Start)Z10.0 X27.36 (Approach to start of pass 7)G32 Z-52.0 (Threading synchronized with spindle)G00 X60.0 (Return to Start)Z10.0 X27.26 (Approach to start of pass 8)G32 Z-52.0 (Threading synchronized with spindle)G00 X60.0 (Return to Start)Z10.0X200.0 Z150.0 M09 (Retract)