Parámetros de embolsamiento
Para activar un ajuste de bolsillo la casilla de verificación apropiada en la ventana de parámetros de operación de cable EDM en la página de bolsillo.
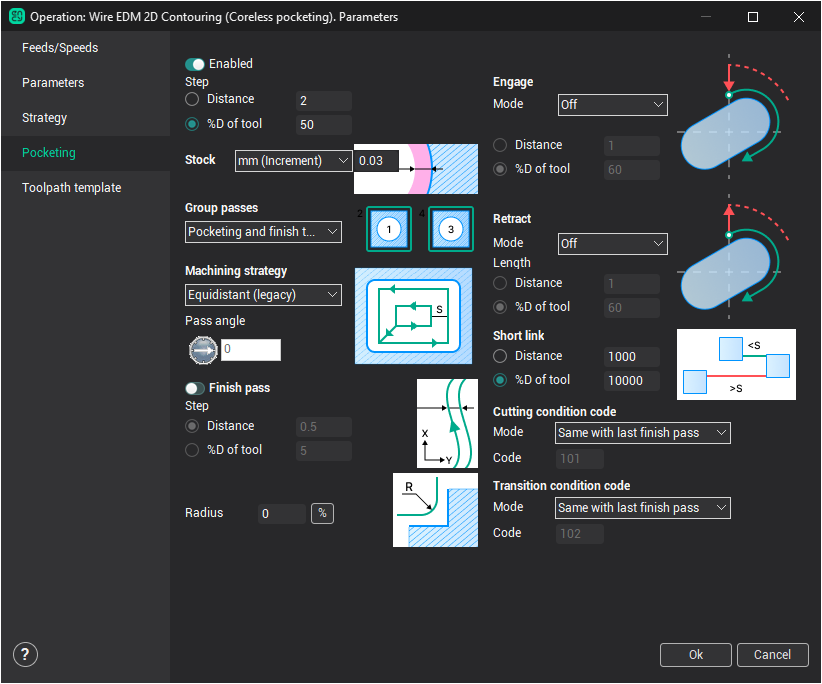
<Estrategia de mecanizado> le permite definir la forma de la ruta de alambre. Al elegir la estrategia "equidistante" la forma de los pases de trabajo repetirá la forma de los contornos originales. Si se selecciona la estrategia "paralela", los pases de trabajo serán líneas paralelas. En este último caso, puede especificar opcionalmente el ángulo de estas líneas paralelas en el plan.
<Machining step> determina la distancia entre dos pases de trabajo adyacentes. Para mayor comodidad, el valor del paso se puede definir de varias maneras.
Distancia. Al valor se le da un valor absoluto y no cambia cuando cambias otras configuraciones.
%D de alambre. El tamaño del paso real se especifica porcentaje del diámetro del alambre y, por lo tanto, varía cambiando el alambre.
Si activa <Paso de acabado> se dejará un poco de stock adicional en la pieza. Se eliminará por la última pasada de acabado, que siempre corre a lo largo del contorno inicial (en equidistante). Esto permite, por ejemplo, eliminar las vieiras después de los pasos de desbaste paralelo (si se especifica una estrategia de mecanizado paralelo) y obtener una mayor calidad de la superficie terminada. material básico para el acabado.
Los El parámetro <Stock> permite especificar el valor del material, que debe dejarse a la máquina con pases de acabado a lo largo del contorno. El stock también puede proporcionar la reserva necesaria para compensar la diferencia entre el diámetro del alambre y el tamaño del material quemado. Se puede definir de varias maneras.
Absoluto. En este caso, el stock especificado en las unidades actuales del sistema (milímetros o pulgadas) y es relativo al contorno de la fuente especificado en la asignación del trabajo.
Incremento. Cuando se utiliza el método relativo de definir el stock, también se especifica en unidades actuales (milímetros o pulgadas), sin embargo, se mide en función del número de pasadas de acabado a lo largo del contorno y el offset Además se añade el radio del alambre.
%D de alambre. El stock, como en el caso Absoluto, es relativo al contorno de la fuente especificado en la asignación del trabajo. Sin embargo, su valor se da como porcentaje del diámetro del alambre.
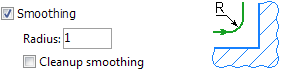
El <Radio suave> proporciona un redondeo de la trayectoria de alambre al mecanizado de esquinas internas. Esto reduce la vibración y aumenta la velocidad de mecanizado. El "Radius" especifica el radio de los arcos circulares que se agregan a la trayectoria en las esquinas. Por separado, se puede señalar la necesidad de realizar el suavizado en el último paso.
Si la operación incluye tanto los pases en bruto (bolsillos) como los pasados de acabado a lo largo del contorno, también puede especificar en qué orden se debe realizar el mecanizado. El parámetro <Pases en grupo> está diseñado para esto. Si selecciona "Pocketing y terminar juntos" moviéndose al siguiente contorno no se hará hasta que el contorno esté completamente mecanizado. Si selecciona "Pocketing y terminar por separado", se hará el primer embolsado en bruto de todos los bolsillos, y sólo entonces se realizarán los pases de acabado a lo largo de los contornos.
El parámetro <Short link> define un método para construir el transición al conectar pases de trabajo. Cuando los puntos de conexión de la ruta de alambre se encuentran en la distancia mayor que el valor especificado, entonces la transición se realiza en la alimentación rápida con la rotura de alambre. De lo contrario, la transición se realiza en la distancia más corta sin romper el alambre en la alimentación especial especificada de transición (código de condición de corte de transiciones).
Las condiciones de mecanizado para el embolsado de alambre EDM se pueden establecer por separado para los pases de trabajo y las transiciones. Al igual que con las condiciones de corte de contorno se determinan por un código especial de las condiciones de mecanizado. De acuerdo con él, el control CNC de la máquina determina parámetros de corte específicos de la mesa. Hay dos maneras de especificar el código de condición de corte.
Código de condición. En este caso, dado un número específico de código.
Lo mismo con la primera pasada de acabado. Al seleccionar esta opción el código de condición se toma automáticamente de la condiciones de corte mesa para los pases de acabado a lo largo de los contornos y será el mismo con el código de la primera pasada de acabado.
Las opciones de aproximación y devolución le permiten especificar el modo y el valor de la aproximación al comienzo de la pasada, o volver desde el final de la pasada para el embolsado de alambre EDM por separado. En el campo Modo puede seleccionar el método para construirlo.
Aproximación y retorno no están construidos.
Normal. Construido por normal al pase de trabajo.
Tangente. Construido por tangente a la pasada de trabajo.
Si el enfoque / retorno está activado, entonces su tamaño se puede establecer ya sea en las unidades del sistema actual (milímetros o pulgadas) o un porcentaje del diámetro del alambre.
Véase también:
Bolsillo EDM de alambre sin núcleo