Parámetros de asignación de las operaciones del fresador
Los parámetros principales de la operación actual se pueden definir en la ventana < Parámetros de operación > . Se abre cuando se pulsa el botón < Parámetros > .
Esta ventana tiene algunas hojas:
< Herramienta > – para los parámetros de la herramienta de configuración.
< Feeds > – para la configuración de feeds de herramientas.
< Lead-In/Lead-out > – para la configuración de aproximación, enganche, retorno, retractarse y sumergirse.
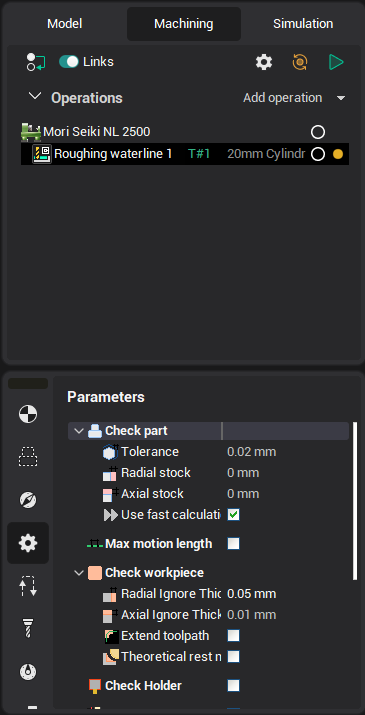
< Parámetros > – para la configuración de parámetros de operación específicos.
< Estrategia > – para la configuración de la estrategia de operación.
Cada tipo de operación tiene su propio gráfico de ayuda y lista de parámetros. Dependiendo del tipo de operación seleccionada, el número de parámetros disponibles puede variar. Cualquiera de los campos se puede utilizar para los cálculos; el usuario puede introducir cualquier expresión matemática. Para ver el resultado del cálculo, es necesario apuntar el ratón al campo requerido; el resultado se mostrará en el texto de la punta de la herramienta.
Se puede definir lo siguiente en la página < Parámetros > en la ventana < Parámetros de operación > :
<Sistemas de coordenadas geométricas> de una operación, define la posición de la pieza de trabajo y el ajuste cero para el fresador. Todas las coordenadas para el programa NC se calcularán en el sistema de coordenadas definido. Cualquier sistema de coordenadas creado previamente se puede seleccionar como el sistema de coordenadas para la operación actual. Por defecto, cuando se crea una nueva operación, se utiliza el sistema de coordenadas actualmente activo.
<Posición del eje rotatorio> se puede definir si hay un cabezal rotativo en la unidad de fresado, y su posición se define en la configuración del sistema. En este caso, al principio de cada operación, se insertará el comando < ROTABL > para posicionar el cabezal rotativo en el programa CLDATA. Al utilizar el cabezal rotativo, su posición debe sincronizarse con el sistema de coordenadas para la operación. Cuando se cierra la ventana se verificará esta condición. Si no se sincroniza, el sistema CAM intentará seleccionar un sistema de coordenadas que coincida con la posición definida del cabezal rotatorio. Si no se encuentra un sistema de coordenadas adecuado, el sistema sugerirá la creación de un nuevo sistema de coordenadas, que corresponderá con la posición definida del cabezal rotativo.
<Niveles de mecanizado> define el rango (profundidad) para el mecanizado a lo largo del eje Z. Si se coloca una garrapata junto a un campo que define el nivel de mecanizado, entonces se utilizará el nivel mostrado en el campo, de lo contrario, se utilizarán las dimensiones del modelo que se está mecanizando.
<Avión seguro> define el nivel en el que los movimientos rápidos de la herramienta puede tener lugar.
<Desviación> define la desviación máxima permitida para el camino de herramientas aproximado. La tolerancia de mecanizado por defecto para todas las operaciones se define en el configuración del sistema ventana (Opciones –> Ficha de mecanizado).
<Población> – la cantidad de material que queda después de una operación, para la molienda posterior. Por defecto, para las operaciones de acabado el stock se establece igual a 0, y para el bruto se calcula por algoritmos internos.
<Población de Z el> – se puede definir sólo para las operaciones de grabado y embolsado.
<Ángulo lateral> – disponible sólo en las operaciones de grabado y define la superficie lateral del modelo. A diferencia del ángulo de proyecto, este parámetro no se considera al mecanizado de áreas restringidas.
<Z paso por Z> está disponible en todas las operaciones en bruto y en la operación de desbaste de la línea de agua, y se ajusta al espesor de la capa de material, eliminado para cada paso. Por defecto se calcula por el sistema de acuerdo con el herramienta parámetros de la operación y las dimensiones de la pieza de trabajo. El paso se puede asignar en milímetros, como un porcentaje de la herramienta diámetro o calculado con respecto al número requerido de pases. Al definir el paso por vieira, se calculará para cada capa de acuerdo con la cantidad de la altura de vieira requerida.
< Despejar los pisos >. Con esta función activa, el sistema realizará pases adicionales en esos niveles, donde hay áreas horizontales.
< Ángulo de alivio > sólo está disponible en el desbaste de la línea de flotación y en las operaciones de grabado. Define el desplazamiento horizontal mínimo entre las capas que se están mecanizando. Se utiliza para evitar que el lado de la herramienta toque el lado de una zona profunda mecanizada.
El ángulo < Draft > sólo está disponible en el desbaste de la línea de agua y en las operaciones de grabado. Define el desplazamiento horizontal mínimo entre las capas que se están mecanizando. Se utiliza para evitar que el lado de la herramienta toque el lado de una zona profunda mecanizada.
<Limpieza Z> con incremento en el eje Z para operaciones de mecanizado de curvas 2D y 3D. Define el valor de stock adicional para una pasada de acabado. Esto da un mejor acabado superficial y reduce el empuje del cortador.
Cuando se presiona el botón < Por defecto > , el sistema establecerá todos los valores en su estado predeterminado. Cuando se pulsa el botón < Ok > se aplicarán las alteraciones para la operación, de lo contrario los parámetros de la operación no se cambiarán.
Véase también: