Cortador de chorros
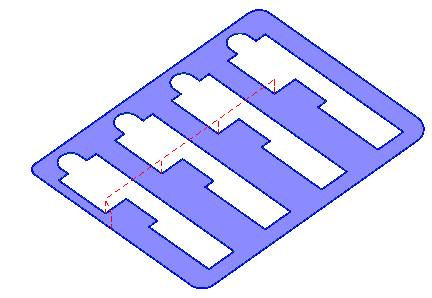
La operación está destinada a tallar los detalles de la pieza de la hoja. Los contornos del detalle están definidos por las proyecciones de curvas.
Las principales diferencias con respecto a la Contorneado 2D es: el orden de mecanizado, los puentes de definición y el paso sobre la estrategia. Al principio se mecanizan los contornos interiores. El contorno exterior siempre se mecaniza al final. La razón de esta regla es la siguiente. En el contorno exterior se mecaniza al principio entonces es imposible tallar los agujeros interiores porque el detalle no está fijo todavía.
Utilice el panel de abajo para definir el orden de mecanizado. El panel se encuentra en la página <Estrategia> de la ventana de parámetros.
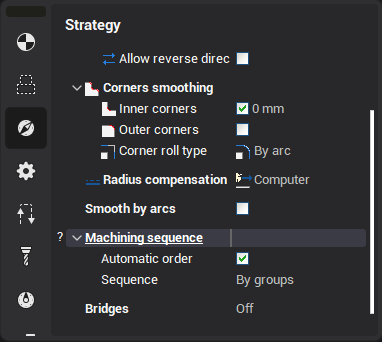
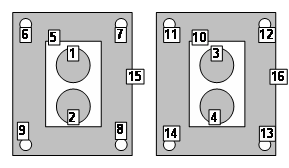
Si la opción está marcada, los contornos con la anidación máxima se mecanizan al principio. Los contornos con la anidación progresivamente menos se mecanizan en el nido. Y los contornos exteriores se mecanizan al final.
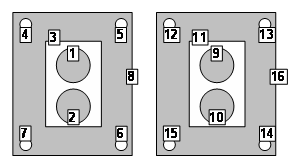
Si la opción está desactivada, el mecanizado se realiza por grupos. Los contornos se mecanizan con los máximos de anidación hacia los exteriores. Después de eso, se mecaniza el siguiente grupo. Este mecanizado no tiene muchos movimientos ociosos.
Cada elemento del modelo (contorno) tiene los parámetros de mecanizado. El contorno se puede mecanizar desde el lado izquierdo o desde el derecho. Es posible configurar la herramienta.
Cada objeto puede tener su propio método de mecanizado: o el centro de la herramienta pasa a lo largo del contorno o tocándolo con la izquierda o la derecha de la herramienta. Si el contorno se mecaniza desde la derecha o la izquierda, entonces es posible definir un stock adicional para él. El stock positivo se despide hacia el mecanizado. Si el centro del fresador sigue el contorno, entonces el valor de stock será ignorado, ya que es imposible definir exactamente de qué lado el stock adicional debe ser despedido.
Si en la operación hay un pieza de trabajo o zonas restringidas que se han definido, sólo se mecanizarán las áreas de los contornos definidos, que se encuentran dentro de la pieza de trabajo y fuera de las áreas restringidas. Si ni una pieza de trabajo ni áreas restringidas se definen, entonces el sistema mecanizará todos los contornos definidos sin ninguna limitación.
La herramienta de operación es el fresador cilíndrico o el chorro. Se supone que la longitud de la herramienta es sin límite. Así que los niveles de mecanizado (arriba, inferior y niveles de seguridad) no están definidos.
Si la operación se realiza utilizando una sistema de coordinación local o si se utiliza una cabeza giratoria a continuación, el sistema realiza el mecanizado utilizando el plano XY del sistema de coordenadas local, y todos los pases de trabajo son, en consecuencia, paralelos al plano XY del sistema de coordenadas local.
El punto de inicio para el mecanizado de una curva abierta corresponde a su primer o último punto (dependiendo de los ajustes utilizados en la página <Modelo> y <Inverso>, así como en la configuración <Permitir dirección inversa>). Para curvas cerradas, si el punto inicial no se ha definido en la página <Modelo>, el enfoque al primer punto de mecanizado se realiza automáticamente en una esquina externa o en la sección más larga, para optimizar los movimientos de la herramienta.
Cuando se calcula la unión de los caminos de herramientas resultantes, la enfoque tipo seleccionado se añadirá al principio de cada camino de herramientas y el retracción tipo al final. La secuencia de unión toolpath depende de una combinación de los ajustes de: curva/offset, compensación.
Si se selecciona <Permitir dirección inversa>, entonces se establecerá el orden de corte con respecto a la configuración < Minimización del ralentí. El lado del mecanizado del contorno no cambiará. De lo contrario, los contornos se mecanizan en el orden en que aparecen en la página <Modelo>. Es posible definir un punto de inicio para cada uno de los perfiles que se mecanizan.
Modos de definición de la cantidad de puentes:
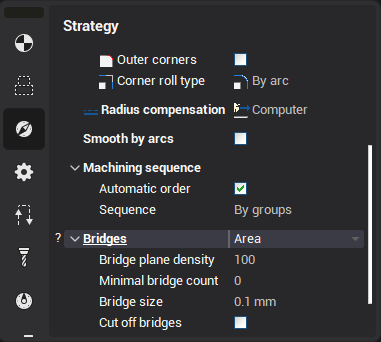
<Ninguno> – un modo de procesamiento sin puentes.
<Count> – se define la cantidad de hormigón de los puentes. La cantidad igual de puentes para todas las curvas (para las curvas no cerradas una cantidad de puentes en 1 menos) resultará.
<Longitud (L)> – cantidad de puentes se define como la longitud de una curva dividida en el tamaño especificado en el parámetro <C> (para curvas no cerradas una cantidad de puentes en 1 menos). La cantidad de puentes para cada curva varía proporcionalmente a su longitud.
<Area (A)> – cantidad de puentes se define como el área de curva dividida en el tamaño especificado en el parámetro <C> (las curvas abiertas se procesan sin puentes). La cantidad de puentes para cada curva varía proporcionalmente sus áreas.
Parámetro de <Conteo mínimo> define es la cantidad mínima posible de puentes para una curva separada. Si bajo fórmulas de asentamiento la cantidad de puentes resulta más pequeña la cantidad de puentes está aceptando igual al parámetro de <Conteo mínimo>.
Parámetro El < tamaño del puente > define la longitud de un puente (se calcula a lo largo de una curva).
La bandera a <Cut off bridges> permite dejar los puentes y procesarlos después del procesamiento de todas las curvas. En la bandera establecida después del procesamiento de curvas se deducirá una parada adicional (<OPSTOP>), luego se hará mecanizado de puentes.
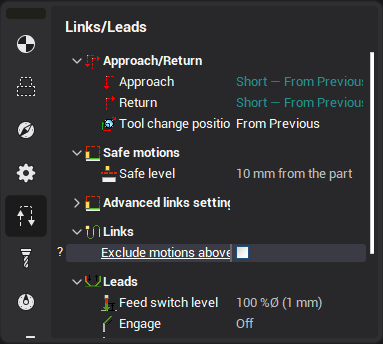
<Excluir el movimiento por encima de las piezas de mecanizado> establece cómo realizar transiciones entre contornos. En las transiciones de estrategia de apagado se realizarán a nivel seguro en la distancia más corta entre puntos. En las transiciones incluidas se hacen para que la herramienta no pase por encima de contornos ya cortados antes.
Véase también:
Procesamiento en máquinas de corte