Operación de desbaste de conducción
En algunos casos, un modelo después del mecanizado con el desbaste de la curva de accionamiento puede estar muy cerca del modelo terminado requerido, sin embargo, debido a la falta de uniformidad del volumen del material que se retira no siempre es posible alcanzar el tiempo de mecanizado óptimo. La operación de desbaste de accionamiento se recomienda cuando la periferia del modelo (borde exterior) es inferior al centro y el contorno exterior de la pieza de trabajo es similar al contorno del modelo.
Un modelo que se mecaniza utilizando la operación de desbaste de accionamiento es asignado por un conjunto de cuerpos sólidos, superficies y objetos de malla. Para cada objeto geométrico o un grupo de objetos, un stock adicional, que durante el mecanizado se añadirá al principal población de la operación, se puede definir.
Los pieza de trabajo puede ser asignado como un cubo, cilindro, un molde con stock o forma prismática, como material residual después del mecanizado por operaciones anteriores, y también como un modelo geométrico de forma libre, formado por cuerpos sólidos, superficies, mallas y prismas cuyas bases son proyecciones de curvas cerradas. restringiendo el modelo, cuerpos sólidos, superficies y mallas que se requieren para ser controlados durante el mecanizado, así como áreas de mecanizado y áreas restringidas, definidas por proyecciones de curvas cerradas se pueden definir.
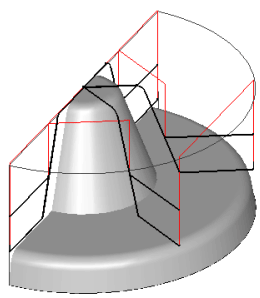
La operación realiza la eliminación de todo el material de la pieza de trabajo, que se encuentra fuera de la modelo que se está mecanizando y fuera de la restringiendo el modeloAl igual que en el operación del avión, caminos separados se utilizan para realizar el mecanizado de la superficie del modelo de volumen. Dependiendo de los parámetros de operación, la pases de trabajo se encuentran en planos verticales (curvas transversales de dirección) o en cilindros matemáticos verticales, cuya forma y ubicación se definen por las curvas de dirección (junto con las curvas de dirección). paso a paso entre los caminos de herramientas de los vecinos pases de trabajo puede ser fijo o calculado de acuerdo con la definición definida altura de la vieira. Limitar la presión sobre la herramienta, la profundidad del corte (eje Z) puede ser limitada. Es decir, si el espesor del material de la pieza que se retira excede la profundidad definida por el usuario, el material se eliminará en varios pasos.
Cuando se utiliza una sistema de coordinación local o a cabezal rotativo, la posición del modelo que se está mecanizando no cambiará, el herramienta eje de rotación es paralelo al eje Z de la sistema de coordinación local, y todos pases de trabajo están situados en planos o cilindros matemáticos perpendiculares al plano horizontal del sistema local.
Si durante el mecanizado, la herramienta no debe cortar ningún material que esté sobre un ángulo definido por el usuario, entonces el movimiento hacia abajo de la herramienta puede ser limitado. tipos de limitación son: mecanizado hacia arriba sólo con el ángulo de corte máximo sin molienda de reposo de las áreas de sombra, con un ángulo de corte máximo con molienda de reposo de las áreas de sombra, y sin control de movimiento hacia abajo.
Transición entre pases de trabajo se puede realizar a través de la distancia más corta, con la adición de movimientos de aproximación y retracta, o a través de la avión seguro. Si la eliminación de material se realiza se divide en profundidades, entonces el sistema primero elimina todo el material en la primera profundidad antes de comenzar en la siguiente.
Hay que utilizar Método de cálculo rápido También.
Véase también:
Tipos de operaciones de mecanizado
Operaciones de fresado de 3 ejes