Lista de tipos de operaciones de mecanizado
Las operaciones de mecanizado pueden dividirse en dos grupos: el desbaste y el acabado. La principal diferencia entre ellas es que las operaciones de desbaste realizan la limpieza de las existencias.
Las operaciones de fresado de reposo difieren de las demás sólo por los valores de parámetro predeterminados que se establecen durante su creación.
La lista de todas las operaciones de mecanizado con una breve descripción se muestra a continuación. Los tipos de operaciones de mecanizado que se enumeran aquí se dividen en los mismos grupos que aparecen, en el creación de una nueva operación ventana.
|
|
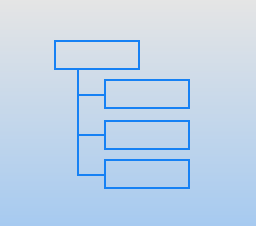
El grupo está destinado a la sistematización de diferentes operaciones con parámetros similares. Es posible formar una lista de tareas con estructura de árbol por grupos de operaciones. Si se cambian algunos parámetros de grupo, también se cambiarán parámetros similares de todas las operaciones incluidas. |
|
|
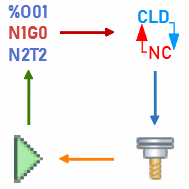
<Operaciones auxiliares> del sistema CAM diseñado para almacenar la secuencia específica de comandos CLData (para tipos específicos de máquinas, para una empresa particular) en la lista nombrada, que se puede guardar y utilizar muchas veces en un proceso de trabajo con el sistema. Esto, por ejemplo, puede ser tales tipos de operaciones como sujeción de un mandril, intercambio de herramientas, stock de cola que se aproxima, vuelco de pieza, conjunto del sistema de coordenadas de pieza activa G54-G59 y así sucesivamente. |
|
Funcionamiento basado en código G, operación de torno basada en código G |
|
|
|
Las operaciones están destinadas a formar una ruta de herramientas sobre la base de texto NC, que se utiliza como la asignación de trabajo, y el intérprete seleccionado. El texto NC se puede escribir manualmente o se puede cargar desde un archivo externo y editar, si es necesario. Su aplicación también es posible para el mecanizado indexado y continuo en los centros de mecanizado de 4 y 5 ejes. Todos los tipos de simulación disponibles son compatibles, incluyendo la fabricación aditiva para simular la acumulación de capa de material. Uso estos operaciones que puede realizar el control directo de la simulación de la máquina utilizando códigos G, comprobar y optimizar el programa NC, convertir el texto de la NC de un controlador a otro, depurar su propio intérprete durante su creación. |
|
|
|
|
Operaciones de fresado |
|
|
|
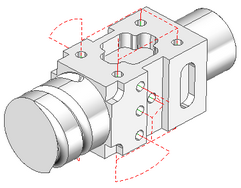
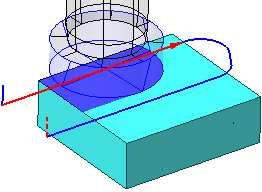
Crea un conjunto de comandos de mecanizado para agujeros. Estos incluyen taladrado, taladrado, centrado, roscado o fresado. La operación se puede utilizar tanto para el mecanizado de agujeros como para la perforación preliminar en puntos de inmersión de herramientas en operaciones de embolsado y desbaste de la línea de agua. La operación de mecanizado del agujero se puede utilizar para maquinar agujeros que se colocan de manera diferente, es decir, agujeros cuyos ejes no son normales al mismo plano. Tenga en cuenta que la operación puede maquinar agujeros que no se encuentran en planos ortogonales. |
|
|
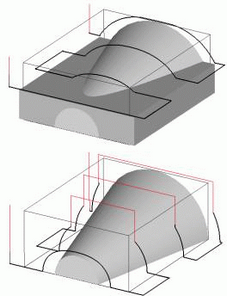
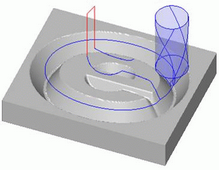
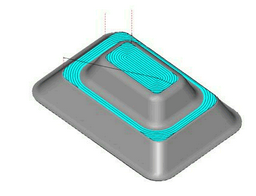
La forma de la zona de embolsado se forma a partir de curvas creadas en el plano horizontal (XY). Esta operación se utiliza para el mecanizado 2 & 2.5D de bolsillos y áreas aisladas, así como para la extracción preliminar de material antes de las operaciones de grabado (2D acabado). |
|
Operación de desbaste de la línea de aguaOperación de desbaste de la línea de agua |
|
|
|
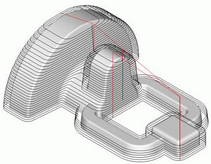
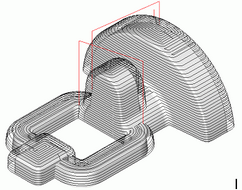
Retirada de la línea de agua del material de la pieza de trabajo, que se encuentra fuera del modelo 3D. Al igual que en el embolsado, la parte principal del material se retira por los movimientos horizontales (XY) de la herramienta. La operación se utiliza a menudo para el mecanizado en bruto primario de modelos complejos, que tienen una diferencia geométrica considerable a la pieza de trabajo. |
|
Operación de desbaste de aviones
|
|
|
|
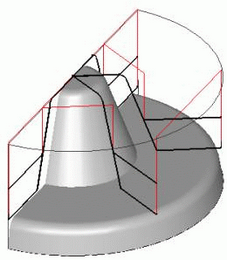
Remoción de plano del material almacenado de una pieza de trabajo, que se encuentra fuera del modelo 3D. Las secciones se encuentran en planos verticales paralelos. Para limitar la presión sobre la herramienta, el mecanizado se puede realizar con pequeñas profundidades Z preestablecidas. La operación terminada suele estar más cerca del modelo terminado que utilizando la operación de la línea de agua con parámetros similares. La operación se utiliza normalmente cuando es necesario obtener una pieza de trabajo desbastada que no difiere mucho del modelo de origen. También es útil cuando se fresan materiales blandos. |
|
Operación de desbaste de conducciónOperación de desbaste de conducción |
|
|
|
Como en la operación del plano, la eliminación del material de la pieza de mano que se encuentra fuera del modelo volumétrico se realiza mediante cortes separados. Dependiendo de los parámetros de operación, los cortes se encuentran en el plano vertical o en cilindros matemáticos verticales, cuya forma y ubicación se definen por las curvas de accionamiento. Para limitar la presión sobre la herramienta, el mecanizado se puede realizar preestablecido en profundidades Z. En algunos casos, el modelo después del mecanizado en bruto está muy cerca del modelo terminado, pero debido a la naturaleza desigual del material que se retira no siempre es posible alcanzar un tiempo de mecanizado óptimo. La operación se utiliza mejor sólo con cierta pieza de trabajo y formas de modelo mecanizadas. |
|
|
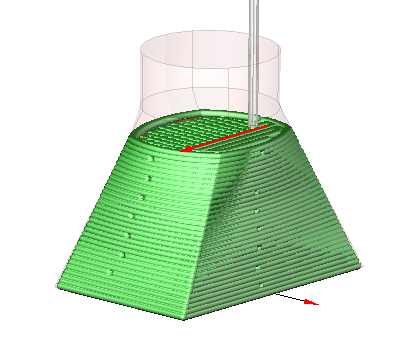
Roughing rotary es un camino de herramientas de 4 ejes que elimina la capa de material de la pieza por capa. Es similar a la Roughing Waterline, excepto que las capas de mecanizado no son planos, sino cilindros alrededor del eje rotatorio. |
|
Operaciones de acabado de fresador |
|
|
|
Para el mecanizado de contornos horizontales o curvas proyectadas en el plano horizontal. Los movimientos horizontales de la herramienta se crean en base a la geometría que se está mecanizando. El centro de la herramienta o el borde de la herramienta pueden seguir el contorno. La operación se utiliza para crear piezas con lados verticales o para un paso de mecanizado con una profundidad constante Z, etc. |
|
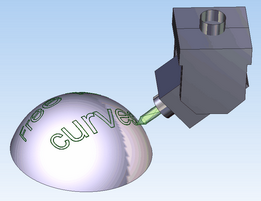
Moldeado de curvas 3DMoldeado de curvas 3D |
|
|
|
Genera una serie de movimientos de herramientas a lo largo de las curvas de forma libre. La vista del camino de herramientas en plano es similar al contorneado 2D – los movimientos de herramientas se construyen con el centro de herramientas o borde que pasa a lo largo del contorno. La coordenada Z en cada punto del camino de herramientas se calcula como un desplazamiento basado en la coordenada Z del punto correspondiente en la curva. La operación se puede utilizar para el mecanizado de bordes de partes de un dado o para la creación de una ranura de forma compleja, etc. |
|
Operaciones de contorno 5D y de contorno 6DFuncionamiento del contorno 5D |
|
|
|
La operación de contorno 5D está diseñada para generar la ruta de herramientas de 5 ejes. ¿Dónde están las tres formas de generar la ruta de trabajo depende de la forma en que se establezca la asignación de trabajo? 1. Los pasos a lo largo de las curvas que se encuentran en la superficie de la parte. 2. Los pasos a lo largo de las curvas isoparamétricas de las superficies definidas.. 3. Los pases a lo largo de los bordes de la parte. 1. Los pasos a lo largo de las curvas que se encuentran en la superficie de la parte. 2. Los pasos a lo largo de las curvas isoparamétricas de las superficies definidas.. 3. Los pases a lo largo de los bordes de la parte. |
|
Operación MorphOperación Morph |
|
|
|
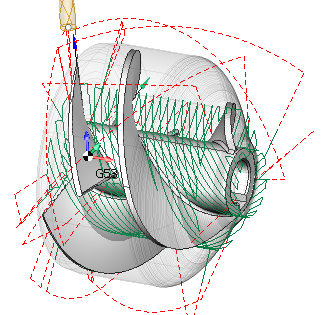
La operación Morph genera un camino de herramientas que se transforma suavemente entre dos curvas especificadas con enlaces de alta velocidad. Las estrategias disponibles incluyen: A través, A lo largo, Espiral. Ruta de 3 a 5 ejes con los siguientes modos de orientación del eje de la herramienta: Fija, Normal para conducir curvas 4d/eje rotativo/curvas 5d/superficie 5d. Ventajas: Muchas operaciones para el mecanizado de: ruedas de turbina, palas de turbina y tornillos, así como canales complejos, etc. Eslabones de alta velocidad. |
|
|
La trayectoria de la herramienta Scallop (o 3d constante step-over) comienza con curvas sobre las superficies de las piezas y las desplaza repetidamente hacia adentro hasta que las curvas colapsan.El paso constante a través de las superficies de las piezas está garantizado El camino de la herramienta es muy adecuado para el mecanizado de alta velocidad de moldes complejos y modelos esculpidos. Características:
|
|
|
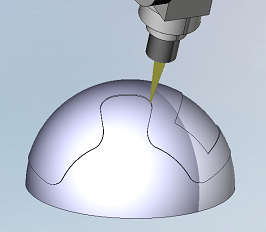
La operación de acabado permite el mecanizado de modelos de superficie con variedad de estrategias (paralelo a plano, paralelo a curva, morfo y otros) y modos de orientación de ejes de herramientas (fijo, normal a superficie, a eje rotativo, a través de punto, a través de curva, etc.). |
|
|
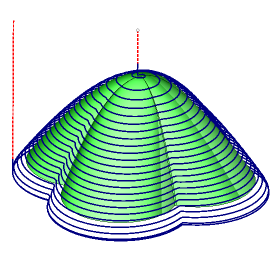
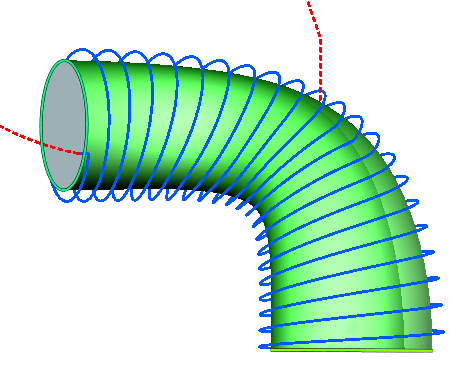
La operación de mecanizado helicoidal es útil para el mecanizado de piezas cilíndricas sin un corte inferior. La operación puede generar una espiral de un solo paso como ruta para todo el modelo. Si hay áreas de modelo que no se pueden procesar sin una transición, se procesará después del procesamiento de la pasada actual. La operación no controla la altura de la vieira y no garantiza un cambio de altura uniforme. |
|
Operación de aserradoOperación de aserrado |
|
|
|
La operación de sierra está diseñada específicamente para la programación rápida de una hoja de sierra para hasta 5 ejes de fresado de madera, mármol, granito, piedra y materiales similares. Beneficios: Calcula automáticamente la inclinación correcta de la sierra, los enfoques y el movimiento de serrado. |
|
|
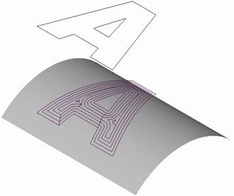
La operación está diseñada para el grabado de geometría 2D e inscripciones en áreas planas. La imagen que se está grabando se forma a partir de proyecciones de curvas en el plano horizontal (XY). Movimientos horizontales de la máquina herramienta las partes principales de los bordes laterales del modelo. Para crear las esquinas interiores afiladas y para el mecanizado de áreas de menor anchura, se utiliza la fresado 3D. La operación se utiliza para el grabado de dibujos planos e inscripciones y para el acabado de pasas a lo largo de las paredes laterales de los bolsillos y para áreas aisladas durante el mecanizado 2 & 2.5D. |
|
|
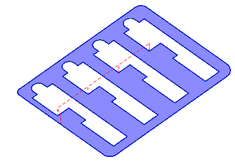
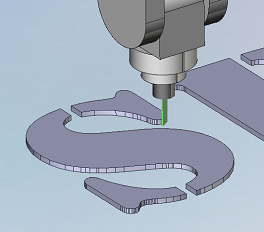
La operación se utiliza para tallar las partes de la hoja. Los contornos exteriores y el contorno de los agujeros se pueden definir por cualquier curva cerrada o no cerrada. La talla se realiza por el movimiento de la herramienta a lo largo de los contornos de las partes. Los agujeros se cortan en primer lugar y el contorno exterior se corta más tarde. |
|
|
La operación Jet Cutting 4d se puede utilizar para tipos de corte hidro, láser, plasma, etc. donde la herramienta es un chorro o un haz. Permite mecanizar elementos simples y también elementos más complejos con lados inclinados. Los contornos de trabajo se establecen de la misma manera que en las operaciones Wire EDM, sin embargo, la ruta resultante se genera en el formato de "punto + normal" o "punto + ejes rotativos de la máquina". |
|
|
|
|
|
La operación "Jet de corte 5D" está diseñada para el corte en las superficies espaciales con forma. Se basa en la operación "Contorneado 5D" excluyendo la característica de mecanizado multipass innecesaria para este tipo de aplicación. |
|
|
<Cuchillo de corte 2D> operación diseñada para la programación de corte de material de hoja con la herramienta como cuchillo (iNo puede ser cuchillo, sierra, sierra de disco, etc.). Una transición especial formada en las esquinas afiladas del camino de herramientas que evita las flexiones del material debido a la curvatura afilada del cuchillo. La operación basada en Operación de contorneado 2D. El cuchillo el uso añade los requisitos adicionales para la máquina. La máquina tiene que tener, excepto los ejes lineales X, Y, Z, el eje rotativo adicional que gira la herramienta alrededor. |
|
|
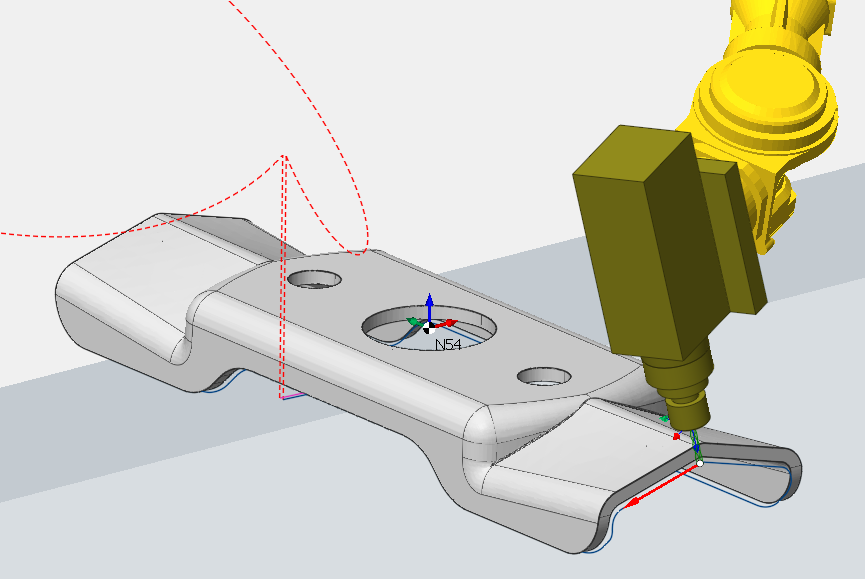
La operación < Knife cutting 6D > está diseñada para la talla en las superficies espaciales con forma. Se basa en la operación <Contorneado 5D>. Una transición especial formada en las esquinas afiladas del camino de herramientas que evita las flexiones del material debido a la curvatura afilada del cuchillo. En cada punto del camino de herramientas la hoja del cuchillo debe ser dirigida a lo largo del movimiento. Requiere todos los 6 grados de libertad. Por lo tanto, la máquina activa debe tener un mínimo de tres ejes lineales y tres rotativos. Muy a menudo los robots industriales se utilizan para el corte del cuchillo. |
|
Operación de acabado de la línea de aguaOperación de acabado de la línea de agua |
|
|
|
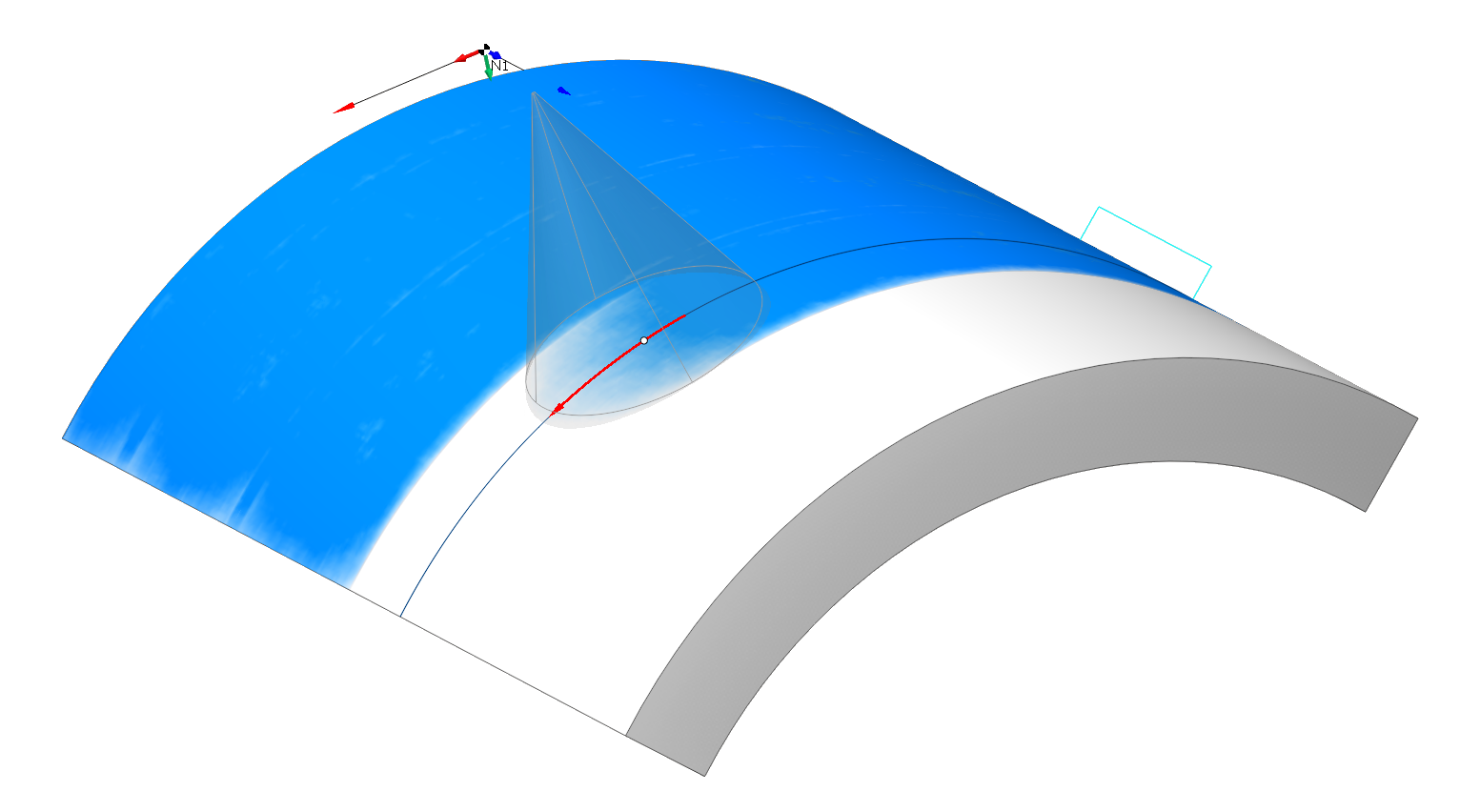
Mecanizado de las superficies de un modelo de volumen. El fresado se realiza mediante movimientos horizontales de la herramienta. La operación da un buen resultado al mecanizado de los modelos o sus piezas con sus principales superficies cercanas a la vertical. Para el mecanizado de modelos de alta complejidad, se recomienda utilizar la operación de la línea de agua junto con el plano o el accionamiento. |
|
Operación de acabado de aviones |
|
|
|
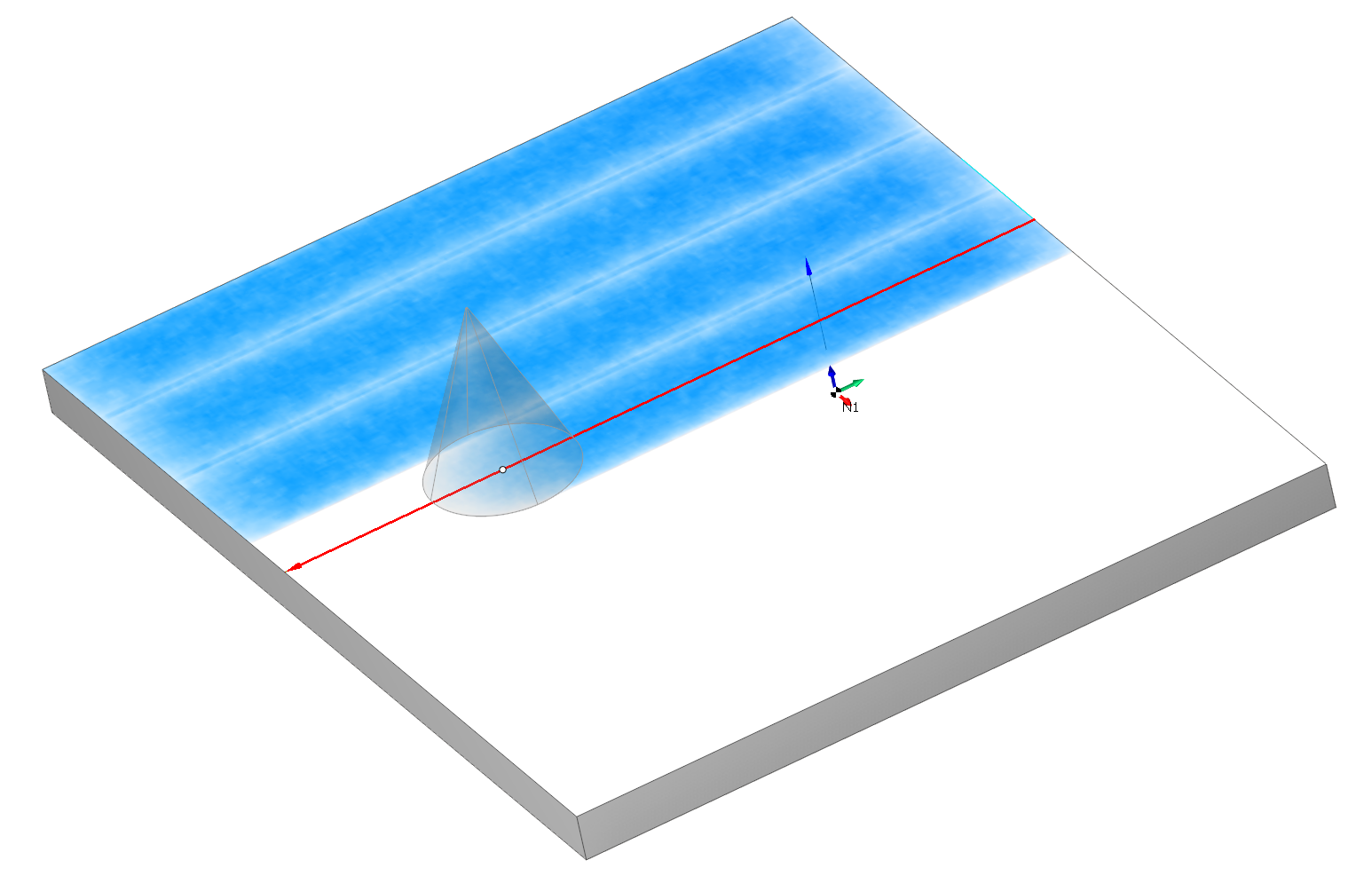
Mecanizado plano de superficies de un modelo de volumen. Los pases se encuentran en planos verticales-paraleles. Un buen resultado se puede lograr al mecanizado de áreas planas y también áreas cercanas a la vertical que son perpendiculares al camino de herramientas. Por lo tanto, para el mecanizado de modelos de formas complejas esta operación se utiliza mejor con la línea de flotación u otra operación de plano, que tiene caminos de herramientas perpendiculares a la vía de herramientas de la primera operación. |
|
Operación de acabado de accionamientosOperación de acabado de accionamientos |
|
|
|
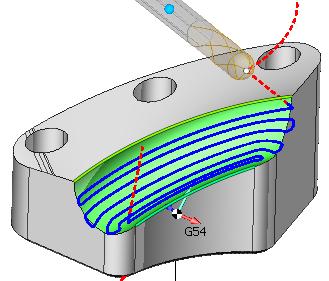
Como en la operación del plano, el mecanizado de la superficie de un modelo de volumen se realiza mediante trazos separados. Dependiendo de los parámetros de operación, los trazos se encuentran ya sea en planos verticales o en cilindros matemáticos verticales, cuya forma y ubicación se definen por curvas de accionamiento. La operación da los mejores resultados al mecanizado de áreas separadas de un detalle con superficies onduladas redondeadas complejas. Se utiliza mejor para el fresado de reposo de superficies de formas específicas, para el mecanizado de algunos modelos con un cambio suave de geometría de la superficie. |
|
Funcionamiento combinadoFuncionamiento combinado |
|
|
|
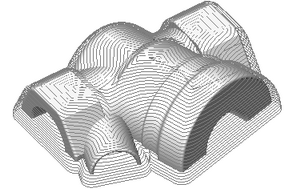
El camino de herramientas para el mecanizado de la superficie de un modelo de volumen se forma en dos etapas. En primer lugar, los caminos de herramientas horizontales (línea de agua), y luego, para las áreas restantes, los caminos de herramientas se crean utilizando las reglas para el funcionamiento de la unidad. Debido a esto, tanto las áreas planas y empinadas se mecanizan igualmente bien. Una altura de vieira uniforme se puede obtener cuando se utiliza un paso fijo. El mecanizado combinado proporciona condiciones más fáciles para la herramienta, esto permite utilizar herramientas más largas con un pequeño diámetro. La operación realiza mecanizado de acabado de calidad independientemente de la complejidad de la superficie del modelo, y también minimiza el tiempo de mecanizado. |
|
Funcionamiento optimizado del aviónFuncionamiento optimizado del avión |
|
|
|
Dos operaciones de plano con caminos de herramientas perpendiculares se crean en un momento para el mecanizado de superficie de un detalle 3D. Los parámetros por defecto de esta operación se establecen de modo que cada operación se mecanice sólo las áreas de superficie del modelo, donde puede lograr un resultado óptimo. Esto significa que habrá una calidad regular de mecanizado en toda la superficie del modelo. El uso de la operación de plano optimizado permite el mecanizado de calidad de modelos con formas de superficie difíciles, y también minimiza el tiempo de mecanizado. |
|
Operación complejaOperación compleja |
|
|
|
Se crean dos operaciones: plano y línea de flotación para el mecanizado de superficies de un modelo 3D. Los parámetros para las operaciones se establecen automáticamente de modo que las áreas planas se mecanicen utilizando la operación del plano y las áreas cercanas a verticales por la línea de flotación. Como resultado, habría una calidad proporcional de toda la superficie del detalle mecanizado. El mecanizado complejo proporciona condiciones más fáciles para la herramienta, esto permite el uso de herramientas más largas con un diámetro menor. La operación permite realizar mecanizado de calidad para cualquier ángulo de superficie, y también minimiza el tiempo de mecanizado. |
|
Operación de mecanizado de terrenos planosOperación de mecanizado de terrenos planos |
|
|
|
La operación permite realizar un mecanizado de acabado de superficies horizontales planas de una pieza. Los segmentos planos se reconocen automáticamente. Un camino de herramientas consiste en una serie de parches horizontales. Todos los segmentos horizontales del modelo para el mecanizado no se inspeccionan para evitar las gomas durante el mecanizado. |
|
Operación de fresado facialOperación de fresado facial |
|
|
|
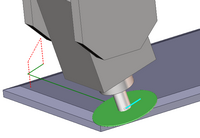
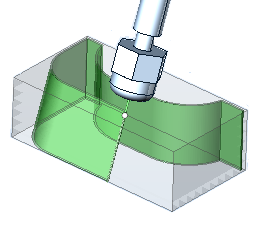
La operación de fresado facial elimina el stock en un plano horizontal dado con una de las siguientes estrategias:
|
|
Funcionamiento de mecanizado rotativoFuncionamiento de mecanizado rotativo |
|
|
|
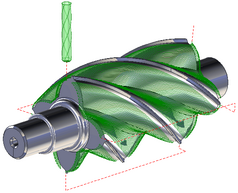
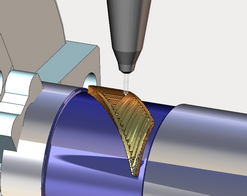
La operación de mecanizado rotativo se utiliza para el mecanizado de los árboles de levas, cigüeñales, ejes de gusano, paletas, piezas de decoración, etc. Esta operación está disponible si la máquina tiene al menos un eje rotatorio continuo. |
|
Operaciones de molienda de descanso |
|
|
|
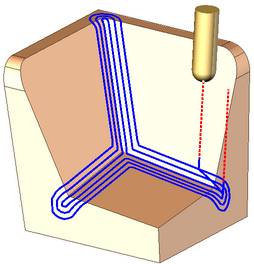
La operación de mecanizado del resto genera pases a lo largo de las esquinas interiores de la pieza. |
|
|
La operación de mecanizado del resto toma el diámetro de la herramienta anterior como parámetro y genera pases donde la herramienta anterior dejaría material no mecanizado. |
|
Descanso de superficie fresadoDescanso de superficie fresado |
|
|
|
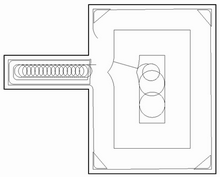
La operación de fresado de reposo de área realiza fresado de reposo del material restante. Es decir, realiza una fresado de reposo de línea de agua dentro del área definida o bolsillo. La forma del área se forma a partir de proyecciones de curva en el plano horizontal (XY). La operación se utiliza para el remaquinado de material residual utilizando una herramienta de diámetro menor que la herramienta anterior para el mecanizado 2 & 2.5D de bolsillos y áreas aisladas. |
|
Fresado de reposo de la línea de aguaFresado de reposo de la línea de agua |
|
|
|
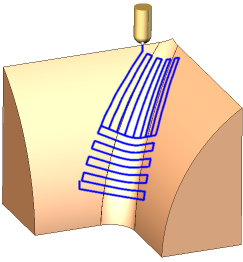
Fresado en reposo de una superficie de modelos mediante una operación de acabado de la línea de agua. Las superficies de modelos, insuficientemente mecanizadas por las operaciones anteriores, se fresan mediante pasos horizontales de la herramienta. Un buen resultado se puede lograr cuando se mecanizan áreas casi verticales. |
|
Moldeo de reposo de aviónMoldeo de reposo de avión |
|
|
|
Fresado en reposo de la superficie del modelo mediante operaciones de acabado plano. Las superficies del modelo, insuficientemente mecanizadas por las operaciones anteriores, se fresan utilizando pasas situadas en planos verticales paralelos. La operación está destinada a utilizarse cuando se reelaboran áreas ligeramente inclinadas y áreas cercanas a la vertical que son perpendiculares (o cercanas) al camino de herramientas. |
|
Moldeo de reposo de conducciónMoldeo de reposo de conducción |
|
|
|
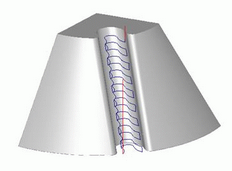
Fresado en reposo de un modelo de superficie mediante operaciones de acabado de accionamiento. Las superficies de un modelo, insuficientemente mecanizadas por las operaciones anteriores, se fresan utilizando pases ya sea en planos verticales o cilindros matemáticos. Por defecto, la curva de accionamiento debe formarse a lo largo de las áreas inacabadas, lo que permite realizar la fresado en reposo con un número mínimo de pases. La operación da los mejores resultados al mecanizado de áreas no verticales. |
|
Fresado optimizado de reposo de planoFresado optimizado de reposo de plano |
|
|
|
Fresado de reposo de un modelo de superficie mediante una operación optimizada de acabado plano. Modelos de superficies, insuficientemente mecanizadas por una operación anterior se fresan mediante el uso de 2 operaciones de plano con caminos de herramientas mutuamente perpendiculares. Debido a que cada máquina de operación sólo su área óptima, se logran buenos resultados. Fresado de descanso mediante el funcionamiento optimizado plano se recomienda para su uso donde hay áreas sin terminar relativamente grandes. |
|
Moldeo de reposo complejoMoldeo de reposo complejo |
|
|
|
Fresado en reposo de un modelo de superficie mediante la operación de acabado complejo. Las superficies de un modelo, insuficientemente mecanizadas por operaciones anteriores, son molidas por dos operaciones: plano y línea de agua. Las áreas planas son mecanizadas por la operación de plano y las áreas cercanas a vertical por la línea de agua. La operación permite fresado en reposo de calidad de áreas de forma libre en cualquier ángulo de la superficie del modelo. |

|
Operaciones de torneado |
|
|
|
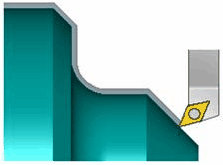
La operación está diseñada para la eliminación de la parte considerable de la pieza de trabajo. Se puede utilizar cuando la pieza de trabajo es muy diferente de la pieza. El material se elimina por la serie de movimientos paralelos de la herramienta. La operación proporciona para eliminar una gran cantidad de volumen de la pieza de trabajo en el menor tiempo posible. |
|
|
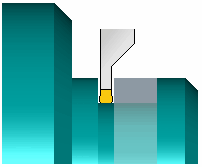
La operación está diseñada para mecanizar los extremos desiguales. Se utiliza para preparar la superficie de la base antes de la perforación o antes de otro ciclo de torneado. La operación puede ser utilizada para el acabado o el mecanizado del desbaste. |
|
|
La operación está diseñada para generar los comandos NC para mecanizar los agujeros axiales. Los siguientes ciclos son compatibles: perforación simple, perforación profunda con rotura o eliminación de chips, roscado por grifo, etc. Existe la posibilidad de establecer el modo de salida del ciclo: Mano larga o ciclo enlatado. |
|
|
La operación corta la pieza con el chaflán adicional o el mecanizado de redondeo. El tamaño de una ranura, los parámetros de rotura del chip y los valores de retardo se pueden establecer. |
|
|
La operación está diseñada para el mecanizado final de acabado. El mecanizado se realiza mediante los movimientos de desplazamiento a lo largo de la generación de piezas. Da el mejor resultado si la pieza y la pieza tienen las pequeñas diferencias. La operación permite generar el camino de herramientas sin la comprobación de piezas. Torno de 4 ejes |
|
|
La operación está diseñada para el mecanizado de ranuras y otras zonas que no pueden ser mecanizadas por otras operaciones de torno. El ciclo genera la trayectoria de la herramienta de acuerdo con la posibilidad de la herramienta de ranuras para cortar por la parte delantera. La trayectoria de la herramienta puede combinar la trayectoria rugosa para la eliminación del volumen de pieza de trabajo y la trayectoria de acabado para la conformación. El volumen de la pieza de trabajo puede ser removido por algunas capas con las diferentes estrategias y direcciones de corte. |
|
|
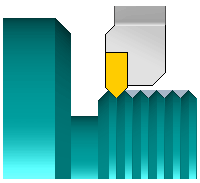
La operación está diseñada para hacer los diferentes hilos girando el cortador o el percutor del hilo. Existe la posibilidad de seleccionar los parámetros del hilo de las bases de datos ISO o Imperial. Los parámetros del hilo se pueden configurar manualmente para hacer los hilos especiales. El mecanizado se puede realizar en pocos trazos. |
<
|
EDM de alambre |
|
|
|
La operación <Wire EDM 2d Contouring> está diseñada para la generación de rutas de alambre a lo largo de contorno plano en contorneado 2d, así como a lo largo de contorno plano con ángulo de pendiente de alambre en contorneado o contorneado 3d. |
|
|
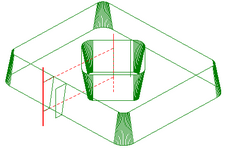
La operación <Wire EDM 4d Contouring> está diseñada para la generación de trayectorias de alambre a lo largo de dos contornos planos simultáneamente. Uno de estos contornos es el ajuste de movimientos de la guía inferior de la máquina EDM de alambre, para decirlo con mayor precisión – movimientos en el plano de contorno de trabajo (XY). El segundo contorno es el ajuste de movimientos de la guía superior de la máquina EDM de alambre – contorno de plomo (UV). |
ND>
|
Operaciones de soldadura |
|
|
|
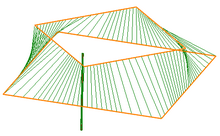
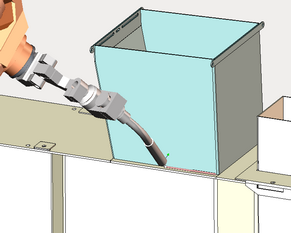
Implementa el cálculo funcional de la geometría de costura de soldadura automática sin referencia a un tipo particular de equipo de soldadura (es decir, no genera los comandos específicos al láser, arco eléctrico, quemadores de gas, dispositivo ultrasónico, etc.). Es suficiente para añadir el borde entre las partes soldadas a la asignación de trabajo y el sistema calcula automáticamente los ángulos en cada punto de curva para que el cabezal de soldadura se mantiene tan cerca del medio entre las paredes adyacentes y no chocar con ellos. A continuación, se puede cambiar al modo de simulación para ver cómo se añade el material al lugar donde se toca la punta de la cabeza de soldadura. |
|
Operaciones de aditivo |
|
|
|
Implementa el concepto de fabricación aditiva, cuando, en contraste con un corte, no se elimina el material, sino que se añade a la pieza durante el proceso de mecanizado. Permite, por ejemplo, construir sobre la superficie de la pieza la capa de material con características específicas: alta dureza, resistencia, resistencia al desgaste, propiedades antifricción, corrosión y resistencia al calor, etc. También permite restaurar las dimensiones geométricas de piezas y herramientas costosas, reparar cuchillas, troqueles, moldes, engranajes, ejes, etc. La interfaz de definición de zona de trabajo y el conjunto de parámetros es similar a la operación de embolsado. Permite utilizar curvas y bordes del modelo 3D para restringir el área en la que desea realizar una acumulación de material. Dependiendo de la superficie base seleccionada, esta área se puede colocar en el plano, cilindro o en el cuerpo de revolución. Y cuando se habilita la opción "Project toolpath on the part", el revestimiento en general se puede hacer sobre la superficie de una forma arbitraria. |
|
|
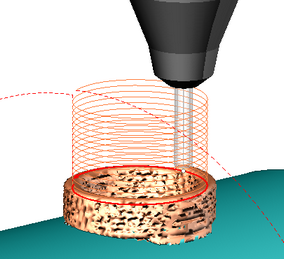
Operaciones aditivas que generan un camino de herramientas a lo largo de curvas definidas dentro de la asignación de trabajo desde abajo hacia arriba. Es útil para modelos de paredes delgadas. Las curvas de origen se pueden colocar en un plano, cilindro o cuerpo de revolución. Y cuando se activa la opción "Pata de herramientas de proyecto sobre la pieza", el revestimiento en general se puede hacer en la superficie de una forma arbitraria. Puede generar capa por capa como camino de herramientas o espiral de hélice. |
|
|
Operación aditiva que tiene un modelo 3D en la entrada. Es similar a la operación de la línea de agua Roughing excepto que funciona de abajo a arriba. Intersecta la capa de modelo de fuente por capa y genera un camino de herramientas para llenar el área de intersección calculada para cada nivel. Operación tiene estrategias paralelas y offset para llenar el área. |
|
|
|
|
|
La operación "Cladding 5D" permite construir una capa de material en la superficie de una pieza en máquinas de 3 o 5 ejes. Es útil para el procesamiento de modelos de paredes delgadas. La operación permite la superficie de superficies individuales de la pieza con su posterior fresado. También puede servir como endurecimiento de superficies mediante material de superficie en las zonas más cargadas de la pieza. Se han añadido estrategias y parámetros espirales a la operación, lo que permitirá evitar pasar la herramienta en el mismo lugar varias veces. Además, la operación puede utilizar las siguientes estrategias: Paralelo al plano, Morph, Paralelo a curva. |
|
Pulverización contorneada |
|
|
|
Operación de pulverización contour basada en Contorno 6D operación. Puede utilizar esta operación si necesita un control más flexible de una posición de la herramienta en cada punto del camino de la herramienta. |
|
|
|
|
Pulverización superficial |
|
|
|
Operación de pulverización superficial basada en Operación 5D de cierre operación. Puede utilizar muchas estrategias útiles para crear un camino de herramientas para pintar en superficies |
|
|
|
|
Pulverización de morf |
|
|
|
Operación de pulverización Morph basada en Morph operación |
|
|
|
|
Pulverización rotativa |
|
|
|
Operación de pulverización rotativa basada en Acabado rotativo operación |

Véase también:
Principios comunes de la creación de tecnología